11.01.2022
группа: 403
Предмет: Основы технологии сварки и сварочное оборудование.
Тема урока: Сварные швы: классификация (по виду сварного соединения, геометрическому очертанию шва, по положению в пространстве, по протяженности, по условиям работы), характеристики.
Сварочные швы и соединения разделяются
по их протяженности. По этому признаку шов бывает сплошным и прерывистым. При
выполнении прерывистого шва в нем предусмотрены определенные интервалы, имеющие
постоянный размер. Сварные швы прерывистого характера бывают различными. Они
так же, как непрерывные, могут быть односторонними и двусторонними.

Такая градация отражается на обозначении
шва в чертежах. При этом вводится такое понятие, как шаг шва.
Форма поверхности
Виды сварных швов разделяются по форме,
которая имеет их наружная поверхность.

Каждый вид имеет свои преимущества.
Играет роль, какую нагрузку выдерживает сварной шов. Когда предстоят
статические нагрузки, то целесообразно применять выпуклый шов. Он имеет
несколько слоев, что ведет к дополнительному расходу электродов и удорожанию сварочного
процесса.
Если предстоит сварка тонких
металлических листов, то лучше применять вогнутую форму. Если сварное изделие
при эксплуатации будет подвергаться динамическим нагрузкам, то следует
выполнять плоские швы или вогнутой формы. Такой выбор объясняется тем, что не
будет большого перепада между поверхностями шва и основного материала.
В зависимости от условий эксплуатации типы сварных швов
разделяются на рабочие и нерабочие. Рабочим предстоит выдерживать значительные
нагрузки, что заставляет предъявлять к ним повышенные требования. Нерабочие
просто осуществляют функцию соединения. Однако, если предполагается их
использование при не совсем благоприятных погодных условиях, то необходим
тщательный контроль за отсутствием трещин и внутренних пустот.
Когда предстоит
сварка тонких металлических листов, то лучше выполнять ее ниточным швом. При
наплавочном способе больше подойдет уширенный вариант.
Количество слоев
Виды швов в
сварке зависят от количества выполняемых слоев. Однослойные швы выполняются за
один проход, а многослойные являются многопроходными. Многослойный вариант
используют для соединений, имеющих определенную конфигурацию.
Выполнение
многопроходного шва является более сложным. Каждый новый слой следует
накладывать быстро, пока не остыл предыдущий. К тому же надо успеть убрать
шлак, образовавшийся ранее. На механические характеристики многослойного шва
оказывает положительное действие то, что при наложении последующего шва, в
предыдущем происходит отжиг.
Соединения
Сварные
соединения разделяются на различные виды.
Виды сварных
соединений:
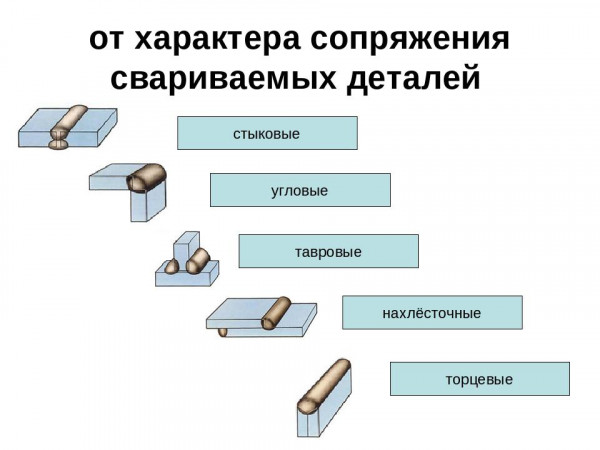
1. Стыковые.
Детали располагаются в одной и той же плоскости.
2. Угловые.
Детали, подлежащие соединению, располагают под необходимым углом. Наиболее
распространенным является прямой угол.
3. Тавровые.
Торец одной детали располагают перпендикулярно или под небольшим углом по
отношению к основной поверхности второй детали.
4. Нахлесточные.
Положение деталей в пространстве - параллельное. При этом одна деталь частично
налегает на другую.
5. Торцевые.
Воедино сваривают два торца элементов.
Сварной стыковой
шов применяется для сварки трубопроводов, различных труб и металлических
листов. Сварке подлежат торцовые поверхности. Сварка встык требует проведение
подготовительных работ, которые заключаются в тщательной подгонке торцевых
поверхностей друг к другу. Для обеспечения точности может применяться
предварительный подварочный шов. Сварку встык можно осуществлять как на весу,
так и на подкладке - стальной или медной. При стыковых соединениях возможны
различные виды скосов кромок или сварка без них.

К преимуществам
такого способа относится уменьшенный расход вспомогательного материала, в
частности, электродов. Одинаковая толщина элементов не является обязательным
требованием. Но при этом электрод следует направлять к более толстой детали.
Это обеспечит ее более сильный нагрев, а тонкую деталь убережет от прожогов.
Угловые швы
находят применение для соединения частей различных емкостей и резервуаров. Для
получения качественного углового соединения рекомендуется установка деталей
"лодочкой".
Сварной шов тавровый применяют при сварке несущих конструкций.
Поверхности деталей требуют тщательной подготовки. Такой вид сварки относится к
наиболее прочным. Достоинством таврового соединения является то, что его можно
применять в труднодоступных местах. Такой вид сварного шва помогает выдерживать
повышенные нагрузки.
Соединение
нахлесточным способом находит применение при необходимости сварки металлических
листов толщиной не более 12 мм. Необходимостью является отсутствие зазоров
между поверхностями деталей. Плотность прилегания необходима для качественного
соединения. Выполнение нахлесточного соединения не является сложным и может
осуществляться сварщиками, имеющими невысокий разряд.
При нахлесточном способе два
шва находятся на расстоянии друг от друга. Это придает соединению
дополнительную прочность. Если при эксплуатации возможны нагрузки на излом, то
применять его не стоит.
Торцевые виды сварочных соединений предусматривают сварку торцов деталей. Таким
способом возможно соединение деталей любой толщины. К достоинству относится
минимальная деформация свариваемых элементов.
Положение электрода во
время сварочного процесса
Наклон электрода
зависит от видов сварных соединений и швов. Угол наклона влияет на скорость
разогрева металла. При дуговой сварке для того, чтобы зажглась дуга, электрод
следует держать перпендикулярно. Затем необходимо осуществлять небольшой
наклон. Сварочный шов получится более качественным, если сварку проводить
короткой дугой.

Применять сварку
способом "углом вперед" имеет смысл, когда процесс осуществляется в
труднодоступных местах. Однако, способ не лишен недостатков. Процессу сварки
будет мешать жидкий шлак, находящийся все время впереди. Сварная дуга может или
совсем погаснуть, или начать "блуждать". Качество шва может быть
значительно снижено, если появятся пропущенные участки.
Способ
"углом назад" находит применение в угловом варианте и при соединении
стыков. При сварке под прямым углом электрод держат перпендикулярно
поверхности. Это позволяет контролировать жидкий шлак и следить за тем, чтобы
он перемещался вслед за сварочной ванной. На качество шва это будет оказывать
благоприятное воздействие. Если шлак окажется перед электродом, то это можно
исправить, перейдя на некоторое время на способ "назад углом".
Движения электрода
Виды сварочных
швов и способы их нанесения, в частности, зависят от того, каким способом перемещается
электрод. Траекторию его движения может выбрать сам сварщик в зависимости от
толщины элементов и типов сварных соединений.

Если электрод
перемещается вдоль шва, то получается тонкий валик. Такой нитевидный шов можно
использовать как первый слой при многоходовом способе.
Когда электрод
совершает поперечные колебания, то соединение становится более прочным.
Колебательные движения обеспечивают хороший прогрев корня шва и его кромок.
Амплитуда колебания позволяет получить шов заданного размера. Характер движения
электрода при этом - возвратно-поступательный. Конец электрода может описывать
разные фигуры - "лестницы", "треугольники", "елочки",
"полумесяц", "петлю".
Выбор зависит от
типов сварочных соединений. Например, для стыковых и угловых швов будет уместен
"полумесяц", а "петля" обеспечит соединение тонких листов
металла.
2. Виды швов в сварке зависят от количества выполняемых слоев.
3. Зависимость наклона электрода от видов сварных соединений и швов.


Комментариев нет:
Отправить комментарий