Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Ремонт колес. Снятие и установка колес. Применяемые инструменты и приспособления. Типичные дефекты колес. Способы обнаружения дефектов. Определение способов и средств ремонта. Оформление учетной документации. Безопасность труда при ремонте колес.
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Определение способов и средств ремонта. Безопасность труда при ремонте рамы грузового автомобиля и кузова легкового автомобиля.
Технологические процессы ремонта рам
и кузовов.
Характерными
дефектами рам являются деформации лонжеронов и поперечин, повреждения
кронштейнов, ослабление посадки заклепок в отверстиях, износ отверстий, трещины
через отверстия и в сплошном металле. В зависимости от вида дефектов и их числа
ремонт рам выполняют при полной или частичной разборке при наличии на них
небольшого числа дефектов в виде ослабления заклепочных соединений, износа
отверстий и трещин. Полную разборку рам осуществляют при наличии большого числа
дефектов или значительных деформациях.
Типовой
технологический процесс ремонта рам с полной разборкой включает мойку, разборку
на детали, дефектацию и сортировку деталей, их ремонт, сборку рамы, контроль
качества сборки и окраску рамы.
Мойку,
удаление старой краски и обезжиривание рам выполняют погружением их на 1-1.5 ч
в ванну с щелочным раствором каустической соды (80-100 г/л при 80-90 °С). Для
удаления остатков моющего раствора раму промывают горячей водой. Разборку рамы
на детали производят удалением заклепок высверливанием, выжиганием газовой
резкой или срубанием головок заклепок пневмозубилом. Дефектацию и сортировку
деталей рамы выполняют в соответствии с техническими требованиями на ремонт.
Критериями для выбраковки балок являются: деформации балок, превышающие
допустимые в ТУ на ремонт; наличие трещин при одновременном коррозионном
разрушении поверхностей этих трещин. При наличии других дефектов балки
ремонтируют.
Ремонт балок
начинают с устранения их деформации в холодном состоянии правкой на прессе.
Контроль при правке балок осуществляют линейками и шаблонами. При ремонте
деталей рамы допускается заварка трещин или вырезка поврежденной части и
приварка дополнительных ремонтных деталей (ДРД). Все сварные соединения
выполняют встык или внахлестку при определенной последовательности наложения
швов. При трещинах, проходящих через отверстия для заклепок крепления
поперечин, вырезают поврежденный участок и приваривают ДРД, изготовленную из
листовой стали СтЗ. Сварку балок рам ведут электродом УОНИ13/45 диаметром 4 мм
постоянным током 130-150 А.
Сварочный
шов и прилегающую к нему поверхность основного металла на ширине 20 мм очищают
от шлака. Шов не должен возвышаться над поверхностью основного металла более
чем на 2 мм. Сварочный шов и поверхность основного металла на расстоянии 3-4 мм
по обе стороны от шва упрочняют наклепом пневматическим молотком. Изношенные
отверстия заваривают и сверлят новые. Для предупреждения возникновения усталостных
трещин кромки просверленных отверстий упрочняют раздачей шариком. Сборку рам
выполняют с использованием гидравлической клепальной установки. Установка для
гидравлической клепки рам (рис. 18.1) состоит из скобы 6 с силовой головкой 1,
гидравлического привода и арматуры. В корпусе 3 установки расположены масляный
бак, насос, реверсивный золотник с электромагнитами, реле давления и другие
приборы. Шлангами насос соединен с силовой головкой на скобе, которая
подвешивается к монорельсу через уравновешивающий механизм. Силовая головка 1
имеет мультипликатор, повышающий давление с 14 до 100 МПа в рабочем цилиндре
скобы.

Рис.
18.1. Установка для гидравлической клепки рам:
1 - силовая головка; 2 -
электродвигатель; 3 - корпус; 4 - пусковое
устройство; 5 - шланги; 6 - скоба
Контроль
качества ремонта рамы заключается в проверке ее размеров и формы. Разница в
длине диагоналей на отдельном участке рамы между двумя поперечинами не должна
превышать 5 мм. Результаты измерений расстояний между лонжеронами рамы спереди
и сзади не должны давать разницы более чем 4 мм. У собранной рамы отверстия в
передних кронштейнах передних и задних рессор должны быть соосны. Скалки для
кронштейнов передних рессор и для кронштейнов задних рессор должны одновременно
проходить через отверстия правого и левого кронштейнов.
Разность
стрел прогиба лонжеронов по вертикали одной рамы не должна превышать 6 мм.
Кривизна вертикальной стенки лонжерона допускается не более 2 мм на длине 1 м,
а на всей длине - не более 10 мм.
Окраску рам
в зависимости от производственной программы осуществляют пневматическим
распылением или при большой программе окунанием.
Технологические процессы ремонта кузовов и кабин
В корпусных конструкциях кузовов и кабин встречаются дефекты в виде
коррозионных разрушений и трещин, пространственных отклонений расположения
элементов кузова (кабины). Типовой технологический процесс капитального ремонта
кузовов и кабин в сборе предусматривает разборку, полное или частичное снятие
старой краски, дефектацию, ремонт составных частей или их замену, сборку,
окраску и контроль качества.
При ремонте кузовов и кабин
применяют различные способы устранения имеющихся на их поверхностях дефектов
(деформаций и перекосов стоек, вмятин и выпучин панелей, пробоин, разрывов,
трещин, разрушений сварных швов, коррозионных повреждений). Выбор рационального
способа устранения дефектов определяется обеспечением требуемого уровня
качества и экономической целесообразностью. Типовой технологический процесс
ремонта корпуса кузова, имеющего различные дефекты, предусматривает правку
панелей, удаление поврежденных участков корпусов, устранение трещин и разрывов,
крепление ДРД на места удаленных панелей, проковку и зачистку сварных швов, окончательную
правку и рихтовку лицевых панелей.
Снятие старой краски и удаление ржавчины
Продукты коррозии и старую
краску с поверхности кузовов и кабин снимают скребками или металлическими
щетками с использованием смывок и преобразователей ржавчины, а также
дробеструйным способом. Наибольшую эффективность дают дробеструйный способ и
смывки, в основе действия которых лежат химические реакции металла, краски,
ржавчины и раствора.
Дефектация
Корпусы кузовов и кабин
проверяют с помощью контрольных шаблонов, по конфигурации похожих на
сопрягаемую с корпусом деталь, а также кондукторов, позволяющих устанавливать
пригодность деталей по геометрической форме. Наличие трещин и коррозии на
корпусе выявляется визуально. Усталостные трещины в несущих элементах кузова
требуют их замены.
Правка панелей с
аварийными повреждениями
Правка предусматривает работы по
вытягиванию, выдавливанию и выколачиванию деформированных частей кузова для
придания им первоначальной формы и размеров.
Для эффективного проведения этих операций необходимо соблюдать следующие
условия:
- - растягивающее усилие должно быть
приложено под тем же углом, под которым была приложена сила, вызвавшая
повреждение;
- - напротив точки приложения силы
должна быть приложена противодействующая сила, с тем чтобы растяжение было
регулируемым;
- - должен быть предусмотрен контроль
за процессом растяжения, а также за возможными попутными деформациями,
вызванными растягивающим усилием.
Правку аварийных кузовов и
кабин выполняют на стендах (рис. 18.2).
Усилия растяжения и сжатия
создают рабочими цилиндрами 1, 3, в которые жидкость поступает от насоса. Для
правки кузов 4 устанавливают на подставки 6, закрепленные на фундаментной раме
2. На подставки опираются силовые поперечные трубы 8, которые губками зажимов 7
закрепляют за ребра жесткости порогов кузова. Крепление последнего к раме
выполняют расчалочными приспособлениями 5.

Рис. 18.2. Стационарный стенд для правки
кузова легкового автомобиля: а - установка кузова на стенде; б
- элементы крепления кузова при правке
Удаление поврежденных участков кузовов Такие участки удаляют газовой резкой или пневматическим резцом.
Наибольшее распространение при ремонте кузовов имеет пневматический резец, так
как обеспечивает высокую производительность труда и лучшее качество кромок в
местах вырезки. Перед вырезкой дефектные участки размечают с помощью шаблонов и
мела. Шаблоны по форме соответствуют ремонтным деталям, а по размерам -
поверхности меньше ремонтных деталей на 25 мм по всему периметру.
При удалении дефектных
участков кузова или кабины следует принять меры по предохранению корпуса от
искажений геометрии из-за ослабления его жесткости и под действием собственной
массы.
Техника безопасности на кузовном участке
К выполнению слесарных работ допускаются лица не моложе 18 лет, прошедшие
медицинское освидетельствование, имеющие соответствующее квалификационное
удостоверение и прошедшие специальное обучение по утвержденной программе с
проверкой знаний в квалификационной комиссии и получившие права (допуск).
Жестянщик обязан соблюдать правила внутреннего трудового распорядка,
установленные на предприятии. Продолжительность рабочего времени жестянщика не
должна превышать 40 ч в неделю. Продолжительность ежедневной работы (смены)
определяется правилами внутреннего трудового распорядка или графиком сменности,
утверждаемыми работодателем по согласованию с профсоюзным комитетом.
Жестянщик должен знать, что
наиболее опасными и вредными производственными факторами, действующими на него
в процессе производства жестяницких работ, являются:
оборудование, инструмент и
приспособления;
материалы с острыми кромками
(листовой металл);
участие при сварочных работах.
Перед началом работы жестянщик
должен:
Одеть средства индивидуальной
защиты, застегнуть манжеты рукавов костюма.
Осмотреть и подготовить свое
рабочее место, убрать все лишние предметы, не загромождая при этом проходов.
Проверить состояние пола на
рабочем месте. Если пол мокрый или скользкий, потребовать, чтобы его вытерли
или посыпали опилками, или сделать это самому.
Проверить наличие и
исправность оборудования, инструмента, приспособлений.
Во время работы жестянщик
должен:
Ремонтируемые кабины и кузова
устанавливать и надежно закреплять на специальных подставках (козелках).
Перед правкой крыльев и других
деталей из листовой стали очищать их от ржавчины металлическими щетками.
Выполнять эту операцию в защитных очках и рукавицах. Очистку, а также работы,
связанные с выделением вредных веществ, производить у включенного местного
отсоса.
Применять гаечные ключи,
соответствующие размерам гаек и болтов.
Постоянно следить за чистотой рабочего места. Обрезки складывать в специально
отведенные для этой цели места (ящики).
Осуществлять правку деталей
только с использованием специальных оправок.
При совместной работе с
газоэлектросварщиком пользоваться защитными очками.
Производить крепление
абразивных кругов на оправках зачистных машинок двумя ключами.
При необходимости
предварительного нагрева мест повреждения непосредственно на автомобиле во
избежание пожара предварительно снять близлежащие материалы и детали, которые
могут воспламениться.
При работе с
электроинструментом необходимо пользоваться диэлектрическими перчатками,
выдаваемыми совместно с электроинструментом.
Подключать ручной
электроинструмент к электросети только при помощи вилки, имеющей удлиненный
заземляющий контакт.
При прекращении подачи
электроэнергии или перерыве в работе необходимо отсоединить электроинструмент
от электросети.
Присоединение шланга к сети и
к пневматическому инструменту, а также его отсоединение производить только
после закрытия вентиля на воздушной магистрали. Соединять и закреплять шланги
на штуцерах только хомутиками.
Следить, чтобы не было утечки воздуха в местах соединения шланга.
При прекращении подачи воздуха
или перерыве в работе, даже на короткое время, необходимо перекрыть вентиль на
воздушной магистрали.
При обнаружении неисправности
пневмо- и электроинструмента, а также в случае подозрения на их неисправность
немедленно прекратить работу и сдать инструмент на проверку или в ремонт.
По окончании работы жестянщик
обязан:
Привести в порядок свое
рабочее место, убрать инструмент и приспособления в отведенное для них место.
Снять средства индивидуальной
защиты и убрать их в предназначенное для них место. Своевременно сдавать
специальную одежду и другие средства индивидуальной защиты в химчистку (стирку)
и ремонт.
Вымыть руки с мылом.
О всех недостатках,
обнаруженных во время работы, известить своего непосредственного руководителя.
Электросварщики обязаны
соблюдать требования безопасности труда для обеспечения защиты от воздействия
опасных и вредных производственных факторов, связанных с характером работы:
повышенное напряжение в
электрической цепи, замыкание которой может пройти через тело человека;
расположение рабочего места на
значительной высоте относительно земли (пола);
вредные вещества;
острые кромки, заусенцы и
шероховатости на поверхности заготовок;
повышенная запыленность и
загазованность воздуха рабочей зоны.
Перед началом работы
электросварщики обязаны:
предъявить руководителю работ
удостоверение о проверке знаний безопасных методов работ;
надеть каску, спецодежду,
спецобувь установленного образца
проверить рабочее место и
подходы к нему на соответствие требованиям безопасности;
подготовить инструмент,
оборудование и технологическую оснастку, необходимые при выполнении работ,
проверить их исправность и соответствие требованиям безопасности;
в случае производства
сварочных работ в закрытых помещениях или на территории действующего
предприятия проверить выполнение требований пожаровзрывобезопасности и
вентиляции в зоне работы.
Требования безопасности во
время работы:
место производства работ, а
также нижерасположенные места должны быть освобождены от горючих материалов в
радиусе не менее 5 м, а от взрывоопасных материалов и установок - 10 м;
сварка должна осуществляться с
применением двух проводов, один из которых присоединяется к электрододержателю,
а другой (обратный) - к свариваемой детали. Запрещается использовать в качестве
обратного провода сети заземления металлические конструкции зданий,
технологическое оборудование, трубы санитарно-технических сетей (водопровод,
газопровод и т.п.);
Перед сваркой электросварщик
должен убедиться, что кромки свариваемого изделия и прилегающая к ним зона
(20-30 мм) очищены от ржавчины, шлака и т.п. При очистке необходимо
пользоваться защитными очками.
Электросварочный аппарат
должен иметь электроблокировку, обеспечивающую автоматическое отключение
напряжения холостого хода или ограничение его до напряжения 12 В с выдержкой
времени не более 0,5с;
Во время перерывов в работе
электросварщику запрещается оставлять на рабочем месте электрододержатель,
находящийся под напряжением, сварочный аппарат необходимо отключать, а
электрододержатель закреплять на специальной подставке или подвеске.
Подключение и отключение сварочных аппаратов, а также их ремонт должны
осуществляться специальным персоналом через индивидуальный рубильник.
По окончании работы
электросварщик обязан:
отключить электросварочный
аппарат;
привести в порядок рабочее
место, собрать инструмент, смотать в бухты сварочные провода и убрать в
отведенные для их хранения места;
убедиться в отсутствии очагов
загорания, при их наличии залить водой;
обо всех нарушениях требований
безопасности, имевших место в процессе выполнения работы, сообщить бригадиру
или руководителю работ;
убедиться в отсутствии очагов
загорания; при их наличии - залить водой;
обо всех нарушениях требований
безопасности, имевших место в процессе работы, сообщить бригадиру или
руководителю.
Выполнять работы на
сверлильных и других металлообрабатывающих и заточных станках с пневмо- и
электроинструментом, разрешается только лицам не моложе 18 лет, прошедшим
дополнительное обучение и инструктаж по безопасным методам выполнения этих
работ.
При выполнении работ на
участке рабочие должны уделять особое внимание организации труда, состоянию
инструмента и соблюдении правил безопасной работы.
При выполнении работ
инструмент, приспособления, запасные части располагаются в непосредственной
близости, в пределах зоны досягаемости. Чтобы исключить возможность падения,
кладут их на горизонтальные плоскости. Рабочую поверхность верстака покрывают
листовым металлом.
При использовании различных
режущих элементов механического оборудования нужно быть очень внимательным:
напильники нужно держать только двумя руками, предварительно зажав
обрабатываемую деталь в тиски; при пользовании ножницами для резки металлов
левую руку следует держать подальше от режущих частей, а отрезанный кусок
отгибать так, чтобы не поранить правую руку заусенцами. Молоток должен прочно
сидеть на рукоятке, чтобы он не соскакивал при ударе.
Рабочие не должны касаться
движущихся частей оборудования, машин, механизмов, не прикасаться к
электрооборудованию, к распределительным шкафам, арматуре общего освещения, к
электрическим проводам и другим токоведущим частям, не наступать на переносные
электрические провода, шланги, лежащие на полу, не снимать ограждения и
защитные кожухи с движущихся и токоведущих частей оборудования.
При работе на асфальтобетонном
полу у верстака или стенда, для предупреждения простудных заболеваний
располагают деревянную решетку.
Устанавливать верстаки
вплотную у стен можно лишь в том случае, если там не размещены радиаторы
отопления, трубопроводы и прочее оборудование.
По окончании работ необходимо
убрать свое рабочее место, инструмент и приспособления разместить в специальных
ящиках и шкафах. Отключить электропитание всех установок. Не оставлять под
нагрузкой силовые установки - прессы, стенды, приспособления.
На рабочем месте слесаря
должны быть соответствующее технологическое оборудование, приспособления и
инструмент.
Ручной инструмент должен быть
в исправном состоянии, чистым и сухим. Его выбраковка как и выбраковка
приспособлений, должна производиться не реже одного раза в месяц.
В соответствии с ГОСТ 2310-77
молотки и кувалды должны иметь бойки с гладкой, слегка выпуклой поверхностью,
не косой и не сбитой, без сколов, выбоин, трещин и заусенцев их рукоятки и
рукоятки других инструментов ударного действия должны быть изготовлены из
древесины твердых и вязких лиственных пород (дуб, береза, кизил, бук, клен,
ясень, рябина) или синтетических материалов, обеспечивающих эксплуатационную
прочность и надежность в работе.
Инструмент должен
соответствовать ГОСТ 2310-77 и быть надежно насажен на рукоятку и расклинен закругленными
клиньями из мягкой стали.
Длину рукоятки выбирают в
зависимости от массы инструмента: для молотка 300-400 мм; для кувалды 450-900
мм. Рукоятки ножовок, напильников, отверток, шаберов должны быть затянуты
бандажными кольцами.
Инструмент ударного действия
(зубила, крейцмейсели, бородки, керны, просечки) должны иметь гладкую
затылочную часть без трещин, заусенцев,наклепа и скосов.
Гаечные ключи в соответствии с
ГОСТ 16983-80 (7275-75) должны быть подобраны по размерам гаек и болтов. Размер
зева ключей не должен превышать размеров головок болтов и граней гаек более чем
на 0,3 мм. Запрещается отвертывать гайки ключами больших размеров с
подкладыванием металлических пластинок между гранями болтов и гаек и губками
ключа и удлинять рукоятку дополнительными рычагами, другими ключами и трубами.
Пневматический инструмент
должен соответствовать требованиям ГОСТ 12.2.010-75 и иметь исправные шланги и
рабочие органы. Присоединяют шланги к инструменту при помощи ниппелей или
штуцеров и стяжных хомутов. Перед присоединением шланг предварительно продувают
для удаления загрязнения. Воздух подают только после установки инструмента в
рабочее положение.
Стационарное оборудование
должно устанавливаться на фундамент и надежно крепиться болтами. Опасные места
должны ограждаться. Запрещается во время работы оборудования его чистка, смазка
и ремонт. Верстаки должны быть надежно закреплены к полу.
Все обслуживаемые или
ремонтируемые детали, узлы и (или) агрегаты должны надежно закрепляться на
станках или стендах на которых производиться их обслуживание и ремонт. При
перемещении тяжелых деталей, массой более 10 кг, необходимо применять
специальное подъемное и транспортирующее оборудование.
В соответствии с типовыми
нормами слесарю выдается специальная одежда в виде хлопчатобумажного костюма,
кирзовых сапог, брезентовых рукавиц и головного убора. По мере загрязнения или
порчи спецодежда заменяется на чистую или новую.
В производственных помещениях
предусматривается естественное, искусственное освещение. Помещения с постоянным
пребыванием персонала должны иметь естественное освещение. При работе в темное
время в производственных помещениях используют искусственное освещение. В свою
очередь, освещение естественное может быть в зависимости от расположения
световых проемов (фонарей) боковым, верхним и комбинированным.
Искусственное освещение бывает
общим (при равномерном освещении помещения), локализованным (при расположении
источников света с учетом размещения рабочих мест), комбинированным (сочетание
общего и местного освещения). Помимо этого, выделяют аварийное освещение
(включаемое при внезапном отключении рабочего освещения). Аварийное освещение
должно быть не менее 2 лк внутри здания.
На кузовном участке
используются естественное и искусственное освещения.
Естественное освещение
создается солнечным светом через верхние световые проемы. Для искусственного
освещения используются люминесцентные лампы, размещенные на высоте 4 м.
Рекомендуется очищение не менее 2 раза в год.
На участке организована
приточно-вытяжная вентиляция. СП 60. 13330. 2011, СНИП. 31-03-2011.
Во избежание загрязнения
воздуха отработавшими газами работа двигателей автомобилей запрещается.
Кратковременная работа возможна.
Отопление на рабочих местах
организуется согласно норм и правил для производственных помещений. Въезд в
производственный корпус оснащается тепловой завесой.
В помещениях ремонтного
предприятия должны регулярно производиться влажная уборка, очистка от грязи,
мусора и воды.
Для предотвращения
травмирования рабочих, с ними проводится инструктаж по правилам использования
инструмента и оборудования.
Во избежание травмирования
ремонт и обслуживание машин и оборудования производить только при неработающем
двигателе, за исключением случаев, когда работа двигателя необходима в
соответствии с технологическим процессом обслуживания и ремонта.
При возникновении ситуации
травмирование во время ремонта и обслуживания машин и оборудования, а также
ситуации, угрожающей здоровью или жизни товарища по работе, необходимо как
можно быстрее исключить действие опасного источника (отключить рубильник,
завернуть вентиль, остановить работу оборудования и т.п.), а при необходимости
освободить или вынести пострадавшего из опасной зоны и оказать первую
медицинскую помощь.
Источниками шума могут
являться вращающиеся и движущиеся части оборудования и инструмента.
К источникам шума на участке
относится: части точильного станка, стенда для правки кузова, а также
подъёмники для разбора.
Для борьбы с шумом применяется
тщательная центровка и пригонка всех движущихся частей оборудования. Для этого
могут быть использованы
Скорость движения воздуха: при
холодном периоде года должна составлять не более 0,3 м/с, при теплом периоде
года скорость воздуха должна составлять не более 0,4 м/с.
Характеристики воздушной среды
Предельно допустимая
концентрация пыли искусственных абразивов не превышает 5мг/м3,образующаяся при
работе на точильных станках.
Предельно допустимая
концентрация окиси углерода на кузовном участке не более 20 мг/м3, аэрозоли
свинца 0,01 мг/м3.Для борьбы с вибрацией применяют тщательную центровку и
пригонку всех движущихся частей оборудования. Устанавливаются специальные
вибропоглащающие вставки между работающими стендами и основанием (фундаментом).
Допустимый уровень низкочастотных шумов на кузовном участке не превышает 85 дБ.
Согласно СанПиН 2.2.4.548-96
"Гигиенические требования к микроклимату производственных помещений"
на производственных участках организуются следующие оптимальные условия работы.
Относительная влажность
воздуха для теплого и холодного периодов года должна составлять 60-40%.
Пол в производственных
помещениях, занятых под выполнение ремонтных работ должен быть бетонным, или
покрыт кафелем, с целью легкой уборки загрязнений, в некоторых случаях поверх
могут устанавливаться деревянные щитки.
Стенки оштукатурены и
покрашены краской, с целью обеспечения возможности уборки, стены покрывают
масляной краской, или водоэмульсионной краской.
Цвет стен и пола - светлый,
для улучшения освещенности. Стены до высоты 1,6 метра покрашены голубой
краской.
При работе электроинструментом
и электросваркой следует соблюдать меры электробезопасности. Главным средством
защиты людей от поражения электрическим током является заземление. Необходимо
заземлить все имеющиеся приборы, оборудование на испытательном участке.
Запрещается работать на
незаземленном оборудовании. Необходимо иметь такие средства от поражения
электрическим током, как устройства ограничительные, автоматического контроля и
сигнализации, защитного заземления, автоматического отключения, знаки безопасности.
Изучить: 1. Ремонт рам и кузовов автомобилей.
2. Оборудование
применяемое при ремонте рам и кузовов автомобилей.
3. Техника безопасности во время выполнения ремонта рам и кузовов автомобилей.
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Ремонт рамы грузового автомобиля и кузова легкового автомобиля. Типичные дефекты деталей рамы грузового автомобиля и кузова легкового автомобиля. Способы обнаружения дефектов.
Ремонт рамы грузового автомобиля и кузова легкового автомобиля. Типичные
дефекты деталей рамы грузового автомобиля и кузова легкового автомобиля.
Рама. Наиболее
часто встречающиеся дефекты рам: трещины, погнутость элементов, ослабление
заклепочных соединений и др.
Трещины продольных балок
(лонжеронов) и поперечных брусьев заваривают электродами УОНИ-13/55У, ОЗС-4 и
др. Концы трещин засверливают сверлом диаметром 6...8 мм, а кромки разделывают
с двух сторон на глубину 4...5 мм под углом 45˚. Сварочный шов и зону
термического влияния упрочняют наклепом в 2...3 прохода. В качестве инструмента
применяют пневматические молотки К. Е-16...КЕ-19 со сферическим бойком радиусом
3...5 мм. Хорошее качество ремонта рам достигается при использовании сварки в
среде углекислого газа на постоянном токе обратной полярности проволокой
Св-08ГС, Св-08Г2С, Св-18ХГСА.
При значительном повреждении
продольной балки рамы ее ремонтируют приваркой одной из частей, которую
вырезают из выбракованной по другим дефектам рамы. Для этого продольную балку
обрезают по шаблону под углом 45° (рис. 120), кромки соединяемых частей перед
сваркой зачищают и разделывают, при помощи шаблона стыкуют соединяемые части и
сваривают с двух сторон.
Погнутость
элементов рамы устраняют правкой в собранном виде, применяя винтовые или
гидравлические распорки, стяжки и другие приспособления
(рис. 1).
При
значительных деформациях раму разбирают, погнутые части правят на
гидравлических прессах. Остаточный прогиб балок рамы не должен превышать 2 мм
на базовой длине в 1 м.
Продольные
балки с поперечными соединяют с помощью специальных кондукторов и
технологических болтов. Для проверки перекоса рамы устанавливают контрольную
линейку по диагонали между крайними отверстиями продольных балок. Результаты
измерения двух диагоналей должны быть одинаковыми.

|
Рис. 1.
Правка рам с помощью приспособлений: А —
гидравлического: 1 — насос; 2 – Шланг; 3 —
наставки. 4 — Соединительные втулки; 5 —
поршень: 6 — Рабочий цилиндр; 7 - подКладка; Б – Винтового; В — Реечного. |

Ослабленные заклепки удаляют, срезая их головки ручным
пневматическим зубилом или пламенем газовой горелки. Оставшуюся часть заклепки
выбивают выколоткой. Если отверстия под заклепки или болты изношены, их
рассверливают и развертывают на увеличенный размер, либо заваривают, снимают
наплывы металла и вновь рассверливают и развертывают
На нормальный размер. В том
случае, когда требуется заменить все заклепки в соединении, отверстия рассверливают
и развертывают по кондуктору.
Заклепки ставят горячим или холодным способом.
Холодным способом достигается лучшее качество клепки за счет упрочнения
материала.
Корпусные детали. Чаще всего наблюдаются дефекты корпусных
деталей: износ посадочных отверстий под подшипники и их стаканы, трещины в
перемычках между отверстиями, износ установочных штифтов, повреждения
резьбовых поверхностей.
Изношенные отверстия под
подшипники (стаканы подшипников) растачивают, соблюдая межосевые расстояния,
соответствующие техническим требованиям. Если предусматривается постановка
(запрессовка) дополнительных колец, то диаметр отверстия увеличивают на 6 мм.
По наружному диаметру эти промежуточные кольца обрабатывают так, чтобы их
посадка была с натягом 0,035...0,095 мм. От проворачивания кольца закрепляют
штифтами, клеевыми составами или электросваркой. При износе отверстий до 1,0мм
наносят гальванопокрытия (железнение).
Восстановление посадочных мест
под подшипники в корпусных деталях возможно установкой стальных тонкостенных
свертных втулок с последующим раскатыванием. (Технология предложена институтом
ГосНИТИ и ВНПО «Ремдеталь».)
Втулки изготавливают
штамповкой или гибкой в валковом приспособлении из стальной холоднокатаной
ленты толщиной 0,8... 1,7 мм. Для фиксации втулки применяют клеевой состав на
основе эпоксидной смолы или клей ВС-10Т. Одним из возможных способов фиксации
может быть следующий: на поверхности отверстия, расточенного под втулку,
нарезают винтовую канавку с шагом 1 мм и глубиной 0,30...0,35 мм. После
установки втулки в отверстие ее раскатывают при частоте вращения роликового
раскатника 60...300 мин-1 и подаче 0,1...0,3 мм/об с охлаждением эмульсией или
индустриальным маслом. Если последующее растачивание не предусматривается, то
раскатник настраивают на размер, больший номинального на 0,03...0,05 мм.
Трещины в деталях из чугуна заваривают
электродуговой сваркой в холодном состоянии проволокой ПАНЧ-11 или ПАНЧ-12,
специальными электродами МНЧ-2, ОЗЧ-2, НЧ-ЗА, ЦЧ-4 и другими по технологии. Для
заварки трещин в корпусных деталях используют и комбинированный способ — сварку
с герметизацией полимерными материалами. Для этого после сварки шов и
прилегающую к нему поверхность зачищают заподлицо с основным металлом и
двукратно обезжиривают ацетоном. На обезжиренную поверхность наносят тонким
слоем (до 1 мм) эпоксидный состав. Слой полимера обеспечивает хорошую
плотность. Трещины и другие дефекты корпусных деталей из алюминиевых сплавов
(картер маховика, картер коробки передач некоторых автомобилей и др.)
устраняют газовой, электродуговой или аргонно-дуговой сваркой.
Кабина, оперение, капот
и облицовка могут иметь
дефекты в виде трещин, пробоин, вмятин, коррозионных повреждений и др. Наиболее
вероятное расположение дефектов показано на рисунке 2. Лакокрасочное покрытие
удаляют, если есть отслаивания, пузыри, сетка трещин и т. д. Чтобы облегчить
отворачивание крепежных деталей, их нагревают пламенем газовой горелки, а
места точечной сварки высверливают или срубают тонким зубилом. Вмятины (мелкие
неровности) правят (рихтуют) ударами специального выколоточного молотка.
Неглубокие неровности можно
править местным нагревом газовой горелкой до температуры 650...850 °С. Нагрев
ведут с выпуклой стороны вмятины. Ширина зоны нагрева не должна превышать
пятикратную толщину листа, а пятна нагрева должны располагаться по контуру
выпуклости.
После подгонки и зачистки
вырез приваривают по всему периметру.
Трещины, разрывы, пробоины
заваривают газовой сваркой или сваркой в среде углекислого газа (с помощью
шланговых полуавтоматов: А-547, А-929) электродной проволокой Св-08ГС,
Св-08Г2С, Св-18ХГСА диаметром 0,8...1,2 мм.
Места, подлежащие сварке,
предварительно выправляют и зачищают. После наложения швов на лицевой
поверхности зачищают швы заподлицо с основным металлом, используя электро или
пневмошлифовальные машины.


Рис 2. Расположение дефектов:
А – кабины автомобиля
ГАЗ-5ЗА; 6 — Облицовки радиатора; А — Деформация
стоек ветрового стекла;
Б и М — Трещины; В - Разрушение мест крепления защелки замка; Г –
разрушение сварных швов; Д -- повреждение каркаса; Е — Износ отверстий: Ж, К И О — отрывы; 3 — ослабление крепления дверных петель; И — износ отверстий под ось в петлях навеса двери; Л — Вмятины; Н — Разрушение отверстий в местах крепления бампера
Дефектоскопия
рам и кузовов
Дефектоскопия
кузовов раритетных автомобилей является важной частью технологического процесса
восстановительного ремонта. Это объясняется тем, что эти автомобили поступают в
восстановительный ремонт после длительного срока эксплуатации со значительным
износом деталей и потерей ресурса узлов. Кроме того, на состояние поступающего
в ремонт раритетного автомобиля оказывают условия его хранения после снятия
автомобиля с эксплуатации по различным причинам. В связи с этим в кузове и
ходовой части следует ожидать проявление характерных явлений усталостного
износа отдельных элементов как рамы, так и самого корпуса кузова в виде трещин,
сквозной коррозии, деформаций силовых элементов конструкций и пр.
После
удаления старой краски кузов подвергают тщательному контролю с целью отбраковки
негодных деталей, подбора годных, определения вида и объема ремонтных работ.
Дефектоскопия кузова и его узлов выполняется в соответствии с техническими
условиями на его ремонт, разрабатываемыми индивидуально для каждого типа и
модели автомобиля. От принятого способа дефектации и тщательности ее выполнения
в значительной степени зависит качество ремонта.
Дефекты рам
пикапов и грузовых автомобилей проявляются в виде деформации различных
элементов вследствие перегрузок, ослабления заклепок, образования трещин, а
также нарушения пространственной геометрии рам. При дефектации рам особые
требования предъявляются к их геометрии: негоризонтальность на всю длину рамы
не должна превышать 7 мм; неперпендикулярность и кривизна в среднем не должна
быть больше 2 мм на 1 м длины, а на всю длину рамы - 10 мм.
Капитальный
ремонт рамы выполняют после ее полной разборки. Неполная разборка применяется
для рам с небольшим числом дефектов в виде трещин, ослабления заклепочных
соединений и износа отверстий.
Дефекты
кузовов легковых автомобилей, а также кабин и платформ пикапов включают в себя
механические повреждения в виде вмятин, обломов и разрывов; усталостные
трещины; нарушение плотности заклепочных и сварных соединений; коррозионные
повреждения и т.д.
Дефектоскопия
кузова и его деталей выполняется на участках общей разборки кузова и на
участках его ремонта. Для обнаружения дефектов в корпусе кузова и рамы, а также
для контроля вновь изготовленных деталей, сварных швов применяют способы
неразрушающего метода контроля.
Техническое
состояние рамы и кузова обычно проверяют наружным осмотром поверхности деталей
невооруженным глазом или с помощью простейших луп многократного увеличения.
Обычно для этой цели используют четырех- или девятикратные бинокулярные лупы.
Этот метод позволяет обнаружить поверхностные трещины, коррозионные разъедания,
деформации и др. Измерение специальными измерительными инструментами,
приспособлениями и шаблонами позволяет обнаружить отклонения геометрических
размеров деталей от первоначальных (перекосы, прогибы и пр.).
Для
выявления трещин и определения плотности посадки сочлененных деталей
применяется также метод простукивания деталей, который основан на определении
тональности звука при простукивании деталей молотком. По изменению тональности
можно определить трещины и ослабленные соединения (заклепками, болтами,
точечной сваркой и т.п.). эффективность этого способа зависит от опытности
мастера.
Следует
заметить, что осмотром можно установить только крупные, заметные на глаз
повреждения. Например вмятины, нарушенные формы, участки коррозии поверхности,
трещины и др. В некоторых местах несущих элементов кузова в результате
накопления усталости и значительного упрочнения металла вследствие наклепа,
появляющегося в процессе повторных ремонтов панелей, появляются волосяные
трещины, которые могут быть выявлены специальными способами.
К таким
способам, получившим наибольшее распространение, следует отнести
мелокеросиновый цветной и люминесцентный методы. Первый метод основан на
молекулярных свойствах жидкости и получил название капилярный метод или метод
проникающих жидкостей. В его основе лежит принцип капилярного проникновения
индикаторных жидкостей в полости поверхностных дефектов и регистрации
индикаторного рисунка. Керосин, обладая хорошей смачиваемостью и поверхностным
натяжением, легко проникает в неплотности.
Технология
этого метода состоит в том, что обследуемое место смачивают керосином и насухо
протирают или просушивают струей воздуха. Затем это место покрывают водным
раствором мела. Вследствие впитывания мелом керосина на меловой поверхности
появляется жирный след, по которому судят о величине трещины.
При цветном
контроле обследуемое место тщательно очищают и обезжиривают раствором
проникающей красной краски. После выдержки в течение 5... 10 мин раствор
удаляют с поверхности водой, либо с помощью растворителя (в зависимости от
применяемых дефектоскопических материалов).
После
очистки поверхности детали на нее путем напыления или мягкой кисточкой наносят
слой белой проявляющей смеси. Через
15...20 мин
на белом фоне в местах расположения дефектов появляются характерные яркие
полоски или пятна. Трещины обнаруживаются в виде тонких линий, степень яркости
которых зависит от глубины трещины. Поры проявляются в виде точек различной
величины, а меж- кристаллитная коррозия - в виде тонкой сетки. Очень мелкие
дефекты можно наблюдать через лупу или бинокулярный микроскоп. По окончании
контроля проявляющую смесь удаляют с поверхности, протирая деталь ветощью,
смоченной в растворителе. Деталь просушивают.
Дефектоскопические
материалы применяют комплексно. В комплект входят: очищающий состав,
индикаторная (проникающая) краска «Д»-М, проявляющая «Д»-В. Они могут
находиться в обычной посуде, а также в аэрозольных флаконах.
Проникающие
составы могут быть изготовлены из осветительного керосина - 70...80, бензина
Б-70-20...30 г, анилинового красителя или Судана IV- 1...3 г, а проявляющие из
(в%% по массе) белой нитроэмали НЦ - 25 ... 70 г, разжижителя РДВ - 20 г,
цинковых густотертых белил - 10 г.
Методом
красок можно выявить трещины шириной от 0,005 мм и глубиной до 0,4 мм. При
подогреве детали до 50...89°С можно обнаружить более мелкие трещины.
Важным
моментом при выборе метода ремонта элементов кузова из тонколистовой стали
является определение глубины коррозионного разрушения этих элементов. Для этой
цели лучше всего применять неразрушающие способы дефектоскопии, например с
помощью гамма- толщиномера (рис. 8.5).
Этим
прибором измеряют толщину листового стали облицовки кузова, когда доступ к
измеряемому объекту имеется лишь с одной стороны. Особых требований к чистоте
поверхности при измерении прибором не предъявляются.
Работа
прибора основана на измерении интенсивности гамма- лучей (источником которых
является кобальт-60), рассеянных при прохождении в обратном направлении в толще
металла. Детектором в приборе служит счетчик с кристаллом йодистого натрия.
Импульсы от детектора поступают в усилитель и далее на одноканальный
амплитудный анализатор импульсов, к выходу которого подключена интегрирующая
схема. Показания отсчитываются на приборе, шкала которого градуирована в
миллиметрах.

Рис. 8.5. Гамма-толщиномер:
1 - измерительный блок; 2 -пистолет-датчик; 3 -блок
питания
Прибор
позволяет измерять листы толщиной от 0 до 16 мм. Время, необходимое для
проведения одного замера, не превышает 30 с. Прибор получает питание от сети
переменного тока напряжением 220 В.
Для
определения глубины коррозионного разрушения можно использовать также некоторые
магнитные измерители толщины немагнитных покрытий на ферромагнитных основах
(приборы МИП-10, ВИП-2 и др.).
Изучить: 1. Основные дефекты рамы грузового автомобиля и кузова легкового автомобиля.
2. Ремонт
рамы грузового автомобиля и кузова легкового автомобиля.
3. Дефектоскопия
рам грузовых автомобилей и кузовов легковых автомобилей.
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Определение способов и средств ремонта. Безопасность труда при ремонте ведущих мостов.
Способы и средства ремонта ведущих
мостов.
Снимите мост
с автомобиля, установите на стенд и разберите в необходимом для ремонта объеме.
Если при разборке установите, что конические роликовые подшипники пригодны к
дальнейшей эксплуатации, выпрессовывать их наружные кольца не следует.
При снятии
переднего моста подложите под задние колеса колодки (при снятии заднего - под
передние), поднимите переднюю часть автомобиля. Отсоедините гибкие тормозные
шланги тормозных механизмов, карданный вал, тягу сошки, амортизаторы, снимите
стремянки рессор, выкатите мост, снимите колеса, установите мост на стенд,
слейте масло и разберите мост.
Разборку
ведущих мостов начинайте с разборки ступицы. Ступицу разбирайте в следующем
порядке:
Отверните
болты крепления тормозного механизма (на передних мостах с дисковыми тормозными
механизмами) и снимите тормозной механизм;
Отверните
болты крепления ведущего фланца ( фланца полуоси) и с их помощью снимите или
вытащите полуоси, снимите устройство для отключения колес, разогните ус
стопорной шайбы, отверните контргайку, снимите стопорную шайбу, отверните гаку
регулировки подшипников, снимите упорную шайбу, ступицу с тормозным барабаном
(диском), подшипниками, резиновой уплотнительной манжетой и упорной шайбой
манжеты;
Осторожно,
чтобы не повредить рабочую кромку манжеты, выпрессуйте наружное кольцо
внутреннего подшипника уплотнительной манжетой, упорной шайбой и внутренним
кольцом подшипника;
Снимите с
помощью щипцов упорное кольцо внутреннего подшипника, сдвиньте наружное кольцо
подшипника до упора в выступ ступицы (чтобы освободить упорное кольцо), снимите
упорное кольцо и выпрессуйте наружное кольцо подшипника.
Бортовую
передачу разбирайте в следующем порядке:
Отверните на
заднем тормозном щите штуцер трубопровода гидропривода тормозного механизма (на
переднем - штуцер гибкого шланга) от колесного цилиндра, отверните гаки со
шпилек крепления цапфы и снимите пружинные шайбы, маслоотражатель, прокладку
маслоотражателя, цапфу, прокладку цапфы, пружинную прокладку, щит тормозного
механизма с колодками в сборе и прокладку щита;
Отверните
гайку ведомого вала бортовой передачи, выверните болты крепления крышки картера
бортовой передачи, снимите крышку в сборе с ведомым валом, снимите прокладку
крышки и выпрессуйте ведомый вал из крышки;
Отверните
болты крепления ведомой шестерни и снимите ее с вала;
Отметьте
положение корпуса роликового подшипника на приливе картера бортовой передачи
заднего моста (порядок дальнейшей разборки бортовой передачи переднего моста
см. далее), отверните болты крепления корпуса и снимите корпус подшипника,
выньте из картера стопорное кольцо шарикового подшипника, полуось и
маслоотражатель;
Снимите с
полуоси стопорное кольцо роликового подшипника, подшипник, ведущую шестерню и
шариковый подшипник.
Поворотные
цапфы переднего моста с бортовыми передачами разбирайте в следующем порядке:
Отверните
гайки крепления шаровых пальцев наконечников рулевых тяг и снимите рулевые
тяги;
Отверните
болты крепления шаровой опоры поворотной цапфы к кожуху полуоси и снимите
упоры-ограничители поворота колес и поворотные цапфы в сборе;
Отверните
гайки со шпилек крепления рычага на левом корпусе поворотной цапфы (болты
крепления верхней накладки шкворня на правом), снимите рычаг с разжимными
втулками (верхнюю накладку) и комплект регулировочных прокладок, отверните
болты крепления нижней накладки и снимите нижнюю накладку шкворня с комплектом
регулировочных прокладок;
Отверните
болты крепления резиновойлочного уплотнения шаровой опоры и корпуса поворотной
цапфы и снимите обоймы, войлочное кольцо и резиновую манжету с пружиной в
сборе;
Выпрессуйте
шкворни при помощи съемника и снимите корпус поворотной цапфы с шарниром в
сборе; выпрессуйте из шаровой опоры резиновую манжету в металлическом карасе и
выньте из корпуса поворотной цапфы шарнир с ведущей шестерней и подшипниками в
сборе. Без особой необходимости болты крепления корпуса роликового подшипника
не отворачивайте и корпус не снимайте; отверните гайку крепления роликового
подшипника на валу шарнира, снимите роликовый подшипник, ведущую шестерню,
стакан шарикового подшипника и шариковый подшипник.
Шарнир
равной угловой скорости разбирайте в следующем порядке:
Отметьте
краской взаимное расположение вилок кулаков шарнира и разведите кулаки на 10…12
мм. Для этого постучите вилкой короткого кулака об угол деревянной подставки;
Закрепите
шарнир за стержень длинного кулака коротким кулаком вверх и наклоняйте короткий
кулак в сторону одного из периферийных шариков до тех пор, пока противоположный
шарик не выйдет из канавок (допускаются удары медным молотком по стержню
короткого кулака), при этом соблюдайте осторожность, так как один из
периферийных шариков может вылететь из шарнира с большой скоростью.
Главную
передачу и дифференциал моста с неразъемным картером разбирайте в следующем
порядке:
Отверните
болты крепления крышки картера, снимите крышку и прокладку;
Отверните
болт крепления стопорной пластины и выньте пластину, отверните болты крепления
крышек подшипников крепления дифференциала и снимите крышки;
Ослабьте
гайку затяжки подшипников дифференциала и выньте из картера дифференциал с
ведомой шестерней в сборе, подшипники и регулировочное кольцо положения ведомой
шестерни;
Отверните
гайку на хвостовике ведущей шестерни, снимите шайбу и фланец и выпрессуйте
шестерню внутрь картера с распорной втулкой, внутреннем кольцом большого
конического подшипника и маслоотгонным кольцом;
Снимите с
ведущей шестерни распорную втулку, спрессуйте внутреннее кольцо подшипника и
снимите маслоотгонное кольцо;
Выньте из
картера армированную резиновую манжету с пружиной в сборе, внутренне кольцо малого
конического подшипника и выпрессуйте наружные кольца подшипников;
Отверните
болты крепления ведомой шестерни к коробке дифференциала, снимите ведомую
шестерню, отверните болты крепления половин крепления коробки дифференциала,
отсоедините правую половину коробки от левой и выньте шестерни дифференциала,
оси сателлитов и упорные шайбы.
Главную
передачу и дифференциал моста с разъемным в вертикальной плоскости картером
разбирайте в следующем порядке:
Отверните
гайки и болты крепления крышки и картера, осторожно разъедините мост на две
части, снимите прокладку, выньте из картера дифференциал с ведомой шестерней в
сборе и подшипниками дифференциала.
Снятие
ведомой шестерни, разборку дифференциала и выпрессовку ведущей шестерни из
картера моста с бортовыми передачами аналогичны предыдущим работам (мост с
неразъемным картером).
При контроле
деталей после промывки проверьте их состояние и пригодность к дальнейшей
эксплуатации, руководствуясь допусками и посадками деталей, приведенными в
таблице 1.
Таблица 1

Подшипники,
имеющие износ на рабочих поверхностях или на торцах, шестерни с задирами или
выкрашиванием на зубьях, оси сателлитов и коробки сателлитов дифференциала с
задирами и сильным износом замените комплектно.
Армированные
резиновые манжеты должны быть эластичными, без трещин, затвердения рабочей
кромки и деформации арматуры или отслоение от нее. Полоска износа рабочей
кромки не должна быть более 2 мм. Торцы маслоотгонных колец не должны иметь
задиров. Допускается шлифовка колец до толщины 5 мм. Толщина изношенных опорных
шайб полуосевых шестерен должна быть не менее 1.2 мм. При износе торцов коробки
сателлитов дифференциала допускается установка увеличенных по толщине опорных
шайб на 0.1…0.2 мм (номинальный размер 0.71 мм).
Канавки
шарниров постоянной угловой скорости на должны иметь выкрашиваний. Допускается
местный износ канавок на глубину до 0.6 мм.
Упорные
шайбы шарниров в шаровых опорах и цапфах с задирами и сильным износом, шкворни
и опорные шайбы шкворней с задирами и выкрашиванием и втулки в цапфах с
задирами и сильным износом заменить. Шейки цапф не должны заметного износа в
зонах прилегания внутренних колец подшипников, а кольца - наволакивание металла
на внутренних поверхностях. Кольца подшипников и цапфы не должны иметь цветов
побежалости. Износ втулки цапфы в зоне трения рабочей кромки резиновой манжеты
допускается на небольшую глубину (0.2 мм) и только в виде ровной и гладкой
канавки.
Шпильки
крепления рычага поворотной цапфы с поврежденной резьбой или прослабленной
посадкой в корпусе замените. Шпильки изготовлены из хромистой стали и
термически обработаны. Замена хотя бы одно из них шпилькой без термической
обработки не допускается. Износ или срыв резьбы более двух ниток в корпусе
поворотного кулака восстановите нарезанием резьбы ремонтного размера М14х1.25 и
изготовлением ступенчатой шпильки. Срыв резьбы в корпусе под болты крепления
цапфы восстановит нарезанием резьбы ремонтного размера М12х1.25, срыв резьбы
под болты крепления обойм резиновойлочного уплотнения шаровой опоры
восстановите нарезанием резьбы ремонтного размера М8х1.25 с соответствующей
заменой болтов. Погнутость полуосей и кулаков шарнира проверяйте в центрах при
помощи индикатора в штативе. Допустимое биение на обработанных поверхностях не
более 0.05 мм. Допускается правка на призмах гидравлическим прессом с усилием
50 кН. Сборку выполняйте в порядке, обратном разборке. Перед сборкой
сопрягаемые поверхности деталей, подшипники, упорные шайбы и рабочие кромки
уплотнительных манжет смажьте трансмиссионным маслом. При сборке дифференциала
совместите порядковые номера правой и левой половинок коробки сателлитов.
Резьбовые поверхности деталей и болтов в мостах УАЗ-3160 при креплении
половинок коробки и ведомой шестерни обезжирьте и нанесите на резьбовую часть
болтов анаэробных герметик УГ-6 ТУ 6-01-1285-84. Болты крепления половинок
коробки затягивайте моментом 32…40 Н*м, болты крепления ведомой шестерни
главной передачи - 100…140 Н*м. у собранного дифференциала должны
проворачиваться при помощи шлицевой оправки от усилия не более 60 Н,
приложенного на радиусе 80 мм.
Положение
ведущей шестерни при замене шестерен главной передачи или при замене шестерен
главной передачи и большого конического подшипника в мостах с неразъемным
картером регулируйте подбором толщины регулировочного кольца 26 (см. Рис. 2).
Подшипники
ведущей шестерни главной передачи затягивайте гайкой 8 моментом 180…250 Н*м,
непрерывно вращая ведущую шестерню. После затяжки проверьте момент
проворачивания ведущей шестерни, который должен быть 1.0…2.0 Н*м.
В мостах с
бортовой передачей положение ведущей шестерни определяется толщиной
регулировочного кольца 15 (см. Рис. 7).

Рис. 7
Для
определения необходимой толщины кольца замерьте монтажную высоту Г (рис. 8)
большого конического подшипника под осевой нагрузкой 2…2.5 кН и, если она
меньше 32.95 мм, то увеличьте толщину регулировочного кольца на такую же
величину.

Рис. 8
При замене
только большого конического подшипника, чтобы не нарушить положение ведущей
шестерни, замерьте монтажную высоту старого и нового подшипников и, если в
новом подшипнике монтажная высота больше или меньше, чем у старого, в первом
случае уменьшите толщину регулировочного кольца, а во втором - увеличьте.
Подшипники
ведущей шестерни главной передачи регулируйте подбором регулировочного кольца 6
(см. Рис.7) и затяжкой гайки 10. Если это сделать не удается, то установите
одну прокладки 12 и вновь подбором кольца и затяжкой гайки добейтесь такого
предварительного натяга подшипников, чтобы осевое перемещение ведущей шестерни
отсутствовало, а шестерня вращалась рукой без большого усилия. Проверку
динамометром выполняйте без резиновой уплотнительной манжеты. При правильной
регулировке в момент проворачивания шестерни за отверстие во фланце динамометр
должен показывать 10..20 Н для приработанных подшипников и 25…35 Н для новых.
(Рис. 8)

Рис. 9
Положение
ведомой шестерни в мостах автомобилей УАЗ-3160 при замене шестерен главной
передачи или замене подшипника дифференциала, установленного со стороны ведомой
шестерни, регулируйте подбором толщины кольца 26 (см. рис. 2). При установке
новой ведомой шестерни 2 и нового подшипника 14 измерьте размер Е (Рис. 9),
приложив осевое усилие Р=4…5 кН и прикатав подшипник, чтобы ролики заняли
правильное положение. В картере измерьте размер Б (см. рис. 2) от оси ведущей
шестерни до упорного торца подшипника дифференциала. По действительным размерам
Б, Е и монтажного размера 42 мм ведомой шестерни подберите кольцо толщиной
d2=Б-[Е+(42±х)] мм с точностью ±0,025 мм , где Х - предельное отклонение от
монтажного размера 42 мм с соответствующим знаком (+ или -), который нанесен
электрографом на торце ведомой шестерни.
Техника
безопасности при ТО и ремонте
Техника
безопасности для слесаря ремонтника
1. При
работе возможно воздействие следующих опасных производственных факторов: травмы
при работе неисправным инструментом, травмирование ног при падении деталей и
узлов, превышение предельно допустимой нагрузки при переноске тяжести,
отравление и ожоги при использовании легковоспламеняющейся жидкости.
2. При
работе слесарь ремонтник должен использовать спец. одежду.
3. В
слесарно-монтажной мастерской должна быть медицинская аптечка с набором
медикаментов и перевязочных средств для оказания первой медицинской помощи при
травмах.
4. При
работе в слесарно-монтажной мастерской необходимо соблюдать правила пожарной
безопасности, знать средства расположений первичных средств пожаротушения. В
слесарно-монтажной мастерской должен быть огнетушитель и ящик с песком.
5. Перед
началом работы необходимо одеть спец. одежду.
6. Изучить
порядок выполнения и безопасность.
7.
Подготовить к работе оборудование, инструменты и приспособления проверить их
исправность.
8. Быть
внимательным, правильно выполнять трудовые приемы.
9. Работать
только исправным инструментом и приспособлением.
10. Гаечные
ключи применять только в соответствии только по размеру гаек и болтов.
Запрещается наращивать ключи, использовать прокладки, ударять по ключу,
разводные ключи не должны иметь люфта в подвижных местах.
11. Отвертки
следует применять в соответствии с шириной шлица винта.
12. При
разборке и сборке агрегатов узлов следует применять съемные приспособления
указаны в конструкционной карте.
13. Снятые
детали или узлы необходимо складывать на верстак, длинные детали валы, полуоси
запрещается ставить вертикально во избежание их падения и травмирования людей.
14. Для
подъема установки и снятия деталей и агрегатов массой более 15кг должны
применяться подъемные приспособления. Для перемещения узлов и деталей массой
более 15кг необходимо использовать тележки со стойками и упорами.
15. Во
избежание отравлений и возникновения пожара запрещается применять для промывки
деталей бензин.
16. При
обработке деталей необходимо надежно закреплять их в тисках.
Охрана труда
на предприятии.
ТО и ТР
автомобилей производится в специально отведенных местах (постах), оснащенных
необходимыми приборами и приспособлениями, инвентарем, оборудованием и
инструментом, в том числе специализированным, предусмотренными определенным
видом работ.
На посты ТО
и ТР автомобили должны подаваться чистыми и в сухом состоянии.
Постановка
автомобилей на посты ТО и ТР осуществляется под руководством мастера или
начальника участка.
Не
допускается въезжать в помещения стоянки, ТО и ТР на автомобиле, габариты которого
превышают указанные над въездными воротами.
Автомобиль,
установленный на напольный пост ТО и ТР, необходимо надежно закрепить путем
установки не менее двух упоров под колеса, затормозить стояночным тормозом, при
этом рычаг коробки переменных передач должен быть установлен в нейтральное
положение, на автомобилях с бензиновыми двигателями следует выключить
зажигание, а на автомобилях с дизельными двигателями перекрыть подачу топлива.
Во всех случаях кнопка массы автомобиля должна быть выключена.
На рулевое
колесо должна быть вывешена табличка с надписью "Двигатель не запускать!
Работают люди!".
На
автомобилях, имеющих дублирующее устройство для пуска двигателя, аналогичная
табличка должна вывешиваться у этого устройства.
Перемещение
автомобилей с помощью подъемников необходимо производить в соответствии с
требованиями паспортов-инструкций подъемников.
При
обслуживании автомобиля на подъемнике (гидравлическом, электромеханическом) на
пульте управления подъемником должна быть вывешена табличка с надписью "Не
трогать - под автомобилем работают люди!".
Перед
вывешиванием подвижного состава с помощью грузоподъемных машин и механизмов все
другие работы на нем должны быть прекращены, а исполнители этих работ должны
быть удалены на безопасное расстояние.
В рабочем или
подмятом положении плунжер гидравлического подъемника должен надежно
фиксироваться упором или штангой, гарантирующим невозможность самопроизвольного
опускания подъемника.
Посты ТО на
поточных линиях с принудительным передвижением автомобилей должны быть
оборудованы:
сигнализацией
(световой, звуковой), предупреждающей работающих на линии обслуживания о начале
передвижения автомобиля с поста на пост
устройством,
обеспечивающим остановку передвижения с любого поста
Передвижение
автомобилей с поста на пост разрешается только после получения сигналов со всех
постов об окончании работы и подачи на все посты сигнала, предупреждающего о
начале передвижения.
При работе с
высоко расположенными деталями или агрегатами автомобилей следует применять
устойчивые специальные подставки.
Не
допускается пуск двигателя автомобиля на постах технического обслуживания и
ремонта ремонтным рабочим, кроме водителя-перегонщика, а также бригадира или
слесаря, назначаемых приказом по организации и инструктируемых каждый квартал.
Перед
проведением работ, связанных с проворачиванием коленчатого и карданного валов,
необходимо дополнительно проверить выключение зажигания (перекрытие подачи
топлива для дизельных автомобилей), нейтральное положение рычага переключения
передач, освободить рычаг стояночного тормоза. После выполнения необходимых
работ автомобиль следует затормозить стояночным тормозом.
Не
допускается проворачивать карданный вал при помощи лома или монтажной лопатки.
Рабочие,
производящие обслуживание и ремонт автомобилей, должны обеспечиваться
соответствующими исправными инструментами и приспособлениями.
При
необходимости выполнения работ под автомобилем, находящимся вне осмотровой
канавы, подъемника, эстакады, рабочие должны обеспечиваться лежаками.
Работать
лежа на полу или земле без лежака не допускается.
При
вывешивании части автомобиля, прицепа, полуприцепа подъемными механизмами
(домкратами, талями и тому подобным), кроме стационарных, необходимо вначале
подставить под неподнимаемые колеса противооткатные упоры, вывесить автомобиль,
подставить под вывешенную часть козелки и опустить на них автомобиль. Перед
вывешиванием задней оси расцепленного двухосного прицепа необходимо его
поворотный круг зафиксировать стопорным устройством.
Не допускается:
выполнять
какие-либо работы на автомобиле, прицепе, полуприцепе, вывешенном только на
одних подъемных механизмах, кроме специальных разработанных подъемников,
обеспечивающих безопасность их эксплуатации без дополнительных подставок при
соблюдении требований, изложенных в инструкциях по эксплуатации этих
подъемников
находиться в
осмотровой канаве, под эстакадой при перемещении по нему обслуживаемых
транспортных средств
подкладывать
под вывешенный автомобиль, прицеп, полуприцеп вместо козелков диски колес,
кирпичи и прочие случайные предметы
снимать и
ставить рессоры на автомобилях, прицепах, полуприцепах всех конструкций и типов
без предварительной их разгрузки от массы кузова путем вывешивания кузова с
установкой козелков под него или раму автомобиля
проводить
техническое обслуживание и ремонт автомобиля при работающем двигателе, за
исключением отдельных видов работ, технология проведения которых требует пуска
двигателя
поднимать
или вывешивать автомобиль за буксирные приспособления, крюки путем захвата за
них тросами, цепью или крюком подъемного механизма
снимать,
устанавливать и транспортировать агрегаты при зачаливании их тросами или
канатами
поднимать,
даже кратковременно, грузы массой более чем это указано на табличке данного
подъемного механизма
поднимать
груз при косом натяжении троса или цепей
работать на
неисправном оборудовании, а также с неисправными инструментами и
приспособлениями
самому
производить устранение неисправностей оборудования
оставлять
инструмент и детали на краях осмотровой канавы
Ремонт,
замена подъемного механизма кузова автомобиля-самосвала, самосвального прицепа
или, долив в него масла, должны производиться после установки под поднятый
кузов специального дополнительного упора, исключающего возможность падения или
самопроизвольного опускания кузова.
Не
допускается:
работать под
поднятым кузовом автомобиля-самосвала, самосвального прицепа без специального
дополнительного упора
использовать
случайные подставки и подкладки вместо специального дополнительного упора
работать с поврежденными
или неправильно установленными упорами
пускать
двигатель и перемещать автомобиль при поднятом кузове
производить
ремонтные работы под поднятым кузовом автомобиля-самосвала, самосвального
прицепа без предварительного его освобождения от груза
При ремонте
и обслуживании автобусов и грузовых автомобилей рабочие должны быть обеспечены
подмостями или лестницами-стремянками. Применять приставные лестницы не
разрешается.
Подмости
должны быть устойчивыми и иметь поручни и лестницу. Металлические опоры
подмостей должны быть надежно связаны между собой.
Доски
настила подмостей должны быть уложены без зазоров и надежно закреплены. Концы
досок должны находится на опорах. Толщина досок подмостей должна быть не менее
40 мм.
Переносные
лестницы-стремяки должны иметь врезные ступеньки шириной не менее 150 мм. Не
допускается применять лестницы с набивными ступеньками.
Лестница-стремянка
должна быть такой длины, чтобы рабочий мог работать со ступеньки, отстоящей от
верхнего конца лестницы не менее, чем на один метр. Нижние концы лестницы
должны иметь наконечники, препятствующие ее скольжению.
Убирать
рабочее место от пыли, опилок, стружки, мелких металлических обрезков
разрешается только щеткой. Не допускается сдувать пыль, опилки, стружку, мелкие
обрезки сжатым воздухом.
При работе
на поворотном стенде (опрокидывателе) необходимо предварительно надежно
укрепить автомобиль на нем, слить топливо из топливных баков и жидкость из
системы охлаждения, плотно закрыть масло заливную горловину двигателя и снять
аккумуляторную батарею, все незакрепленные предметы из кузова, кабины и салона
следует удалить.
Изучить: 1. Способы ремонта ведущих мостов.
2. Средства
применяющиеся при ремонте ведущих мостов.
3. Охрана труда
во время выполнения ремонта ведущих мостов.
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Ремонт ведущих мостов. Типичные дефекты деталей ведущих мостов. Способы обнаружения дефектов.
Ремонт заднего моста
При разборке
заднего моста нужно обязательно проверять осевые перемещения в сборочных
единицах колесной и главной передач, поскольку сборка должна обеспечивать
обязательный предварительный натяг конических подшипников. После полной
разборки детали передачи нужно промыть и проверить.
При осмотре
деталей следует:
- · проверить зубья и
расположение пятна контакта на рабочих поверхностях зубьев конических
зубчатых колес; при обнаружении недопустимого износа или повреждения
(выкрашивание зубьев) заменить новыми. При неправильном зацеплении зубьев
найти причину и устранить ее. В запасные части и на сборку ведущее и
ведомое конические зубчатые колеса поставляются комплектом, подобранным по
шуму и пятну контакта, поэтому в случае повреждения одного из них надо
заменять оба колеса;
- · проверить состояние
поверхности шипов крестовин и втулок, сателлитов и отверстий сателлитов
межколесного дифференциала.При незначительных повреждениях можно
отполировать поверхности мелкозернистой шкуркой, а при серьезных
повреждениях детали заменить новыми. Аналогичным образом следует проверять
состояние поверхностей опорных шайб сателлитов, шеек и торцов колес
дифференциала и их посадочных поверхностей в чашках дифференциала;
- · осмотреть все подшипники, они
должны быть без износа, с гладкими рабочими поверхностями.
Для разборки
колесной передачи (Рисунок 134 -- Колесная передача и ступица колеса)
необходимо снять со ступицы колеса с тормозным барабаном.

Рисунок 134 -- Колесная передача и
ступица колеса1 -- пробка маслосливного и контрольного отверстий; 2, 12, 21, 24
-- болты; 3 -- штифт; 4 -- гайка; 5, 8, 40 -- шайбы; 6 -- солнечное зубчатое колесо;
7 -- кольцо стопорное; 9 -- пробка маслозаливного отверстия; 10 -- игольчатые
подшипники; 11 -- ось сателлита; 13 -- крышка; 14 -- прокладки; 15 -- кожух
колесной передачи; 16 -- коронное зубчатое колесо; 17 -- винт стопорный; 18 --
ступица; 19 -- колесный болт; 20, 38 -- подшипники; 22 -- разрезная втулка; 23
-- датчик скорости; 25 -- фланец крепления суппорта; 26 -- картер заднего
моста; 27 -- полуось; 28 -- суппорт тормозного барабана; 29 -- кронштейн
крепления разжимного кулака; 30 -- щиток тормозного механизма; 31 -- тормозной
барабан; 32 -- разжимнойкулак; 33 -- ротор датчика; 34 -- манжеты
уплотнительные; 35 -- корпус манжет; 36 -- винт крепления тормозного барабана;
37 -- кольцо уплотнительное; 39 -- ступица коронного колеса; 41 -- гайка подшипников;
42 -- втулка распорная; 43 -- водило
Слить масло
из картера колесной передачи, вывернув болты 12 крепления крышки 13 водила,
снять крышку с прокладкой 14. Ввернуть болт в торец полуоси 27 и извлечь из
передачи полуось с солнечным колесом. Вывернуть фланцевые болты 2 крепления
водила 43 и, вворачивая технологические болты M10Ч1,25 (2 шт.), выпрессовать
водило из ступицы колеса.
- - Проверить техническое
состояние осей сателлитов. Запрессовку осей сателлитов нужно производить,
сориентировав лыски по буртику водила.
- - При замене игольчатых
подшипников 10 необходимо учесть, что в одну колесную передачу должны быть
установлены подшипники из одной партии, т. е. с одинаковой маркировкой и с
одинаковыми полями допусков.
- - Расстопорить и снять упорные
гайки 41 крепления подшипников ступицы. Подать слегка вперед ступицу
колеса и выпрессовать внутреннее кольцо наружного подшипника и коронное
зубчатое колесо со ступицей.
- - Снять ступицу 18 колеса с
кожуха полуоси, при этом снимается внутреннее кольцо внутреннего подшипника.
Наружные кольца подшипников, манжета, направляющая пластина, маслосъемное
кольцо, маслоуловитель, распорное кольцо следует демонтировать в случае их
замены.
Сборку
ступицы и колесной передачи нужно производить в обратной последовательности.
Перед сборкой посадочные поверхности полуоси, ступицы зубьев колес смазать
консистентной смазкой. После установки ступицы необходимо отрегулировать
подшипники ступицы. Установить кожух 15 колесной передачи в сборе с сателлитами
и гайкой 4 отрегулировать зазор между упорной шайбой и солнечным зубчатым
колесом 6. Для этого, вращая ступицу, затянуть регулировочную гайку до упора в
солнечное зубчатое колесо так, чтобы имело место легкое подтормаживание. Затем
отпустить гайку на 1/2 оборота. Установить стопорную пластину и крышку.
Болты 12
крепления крышки следует затянуть с моментом 35-49 Н.м (3,6-5,0 кгс.м), болты 2
крепления водила к ступице колеса -- 90-100 Н.м (9-10 кгс.м).
Для разборки
главной передачи (см. Рисунок 137 -- Главная передача заднего моста)
необходимо вывесить задний мост, закрепить его на подставках, слить масло из
картеров главной и колесных передач, снять крышки с обеих сторон колесных
передач.

Рисунок 137 -- Главная передача
заднего моста1 -- фланец ведущего вала; 2 -- гайка; 3, 5, 20 -- шайбы опорные;
4 -- крышка подшипников; 6 -- стакан подшипников; 7, 9, 16, 32 -- болты; 8 --
регулировочные прокладки; 10 -- регулировочная гайка; 11, 22, 29, 31 --
подшипники; 12, 26 -- чашки дифференциала; 13 -- винты; 14, 21 -- полуосевые
зубчатые колеса; 15 -- бронзовая втулка; 17 -- ведомое зубчатое колесо; 18 --
крестовина; 19 -- сателлит; 23 -- крышка картера; 24 -- кольцо стопорное; 25 --
зубчатая муфта; 27 -- картер главной передачи; 28 -- ведущее зубчатое колесо;
30 -- втулка регулировочная; 33 -- манжеты
Ослабить
болт крепления рычага включения замка механизма блокировки дифференциала и
повернуть приводной вал муфты настолько, чтобы муфта упиралась в бурт полуоси.
Застопорить ступицу муфты, затягивая болт крепления рычага включения. Вынуть
полуоси на 150 мм с обеих сторон колесных передач. Вывернув болты крепления
картера главной передачи, вынуть его из картера моста.
Для разборки
ведущего зубчатого колеса главной передачи нужно расшплинтовать и отвернуть
гайку 2 крепления фланца карданного вала и снять фланец 1. Вывернуть болты 32
крепления крышки 4 стакана подшипников ведущего конического зубчатого колеса
28, снять крышку с прокладкой. Вворачивая технологические болты М12Ч1,25Ч50 (2
шт.), выпрессовать стакан 6 в сборе с наружным подшипником, регулировочной
втулкой и наружной обоймой внутреннего подшипника. Вынуть узел ведущего
конического зубчатого колеса из картера. Спрессовать съемником внутреннее кольцо
конического роликового подшипника. Для снятия установить кромки клиньев 8
съемника (Рисунок 135 -- Съемник внутренних колец подшипников ведущих
зубчатых колес и чашек дифференциала моста) между внутренним кольцом
подшипника и колесом и, ввернув винт 6 и траверсу 7, стянуть их.

Рисунок 135 -- Съемник внутренних
колец подшипников ведущих зубчатых колес и чашек дифференциала моста1 -- захват;
2 -- наконечник; 3, 5, 6 -- винты; 4, 7 -- траверсы; 8 -- клин; 9 -- стойка
Завести
захваты 1 за клинья 8 и зафиксировать их в этом положении винтом 3. Упирая
наконечник 2 в торец колеса, и вворачивая винт 3 в траверсу 4, снять кольцо.
Для разборки
дифференциала (см. Рисунок 137 -- Главная передача заднего моста) нужно
снять стопорное кольцо и зубчатую муфту 25 механизма блокировки дифференциала.
Вывернуть винты 13, снять стопорные пластины и регулировочные резьбовые гайки
10. При необходимости замены спрессовать подшипники 11 и 22 с чашек 12 и 26
дифференциала. Для этого захваты 1 (см. рисунок съемника) завести за
внутреннее кольцо подшипника и зафиксировать винтами 3.

Рисунок 136 -- Снятие внутреннего
кольца подшипника дифференциала 1 -- захват; 2 -- наконечник; 3, 5 -- винты; 4
-- траверса
Упираясь
наконечником 2 в торец дифференциала, ввертывать винт 5 в траверсу 4 до полного
снятия внутреннего кольца подшипника.
Вывернув
болты 9 (см. Рисунок 137 -- Главная передача заднего моста) крепления чашек
дифференциала, разъединить чашки. Вынуть чашку, собранную с ведомым коническим
колесом 17, крестовину 18 с сателлитами 19, втулками и шайбами. Вынуть
полуосевые зубчатые колеса 14 и 21 с шайбами. Очистить снятые детали и
проверить их техническое состояние. При повышенном износе или наличии следов
заедания на поверхности втулок их следует заменить. При замене чашек менять их
нужно только комплектно (обе чашки должны иметь один номер комплекта).
Поставить на место правое полуосевое зубчатое колесо с шайбой, крестовину,
собранную с втулками, сателлитами и шайбами. Вставить опорные шайбы в левую
чашку дифференциала, собранную с ведомым зубчатым колесом, левое полуосевое
колесо и установить узел в картер главной передачи, при этом болты крепления
ведомого колеса должны быть затянуты с моментом 245-294 Н.м (25-30 кгс.м).
Совместить чашки дифференциала по заводским меткам, установить стяжные болты 9
и затянуть их с моментом 69-78 Н.м (7-8 кгс.м). Напрессовать внутренние кольца
подшипников 11 и 22 на чашки дифференциала, затем запрессовать наружные кольца
в гнезда картера. Наружное кольцо подшипника со стороны ведомого колеса
необходимо полностью запрессовывать после установки ведущего колеса.
При сборке
картера главной передачи необходимо помнить, что крышки подшипников
дифференциала не взаимозаменяемы, т. к. они обрабатываются в сборе с картером,
поэтому каждую крышку нужно установить на то место, где она находилась.
Сборку и
установку сборочной единицы ведущего конического колеса производить в порядке,
обратном ее разборке. После установки дифференциала в картер главной передачи
необходимо отрегулировать зацепление ведомого и ведущего зубчатых колес по
боковому зазору, который должен быть (0,25-0,35) мм и пятну контакта. Боковой
зазор в зацеплении может быть определен одновременной регулировкой подшипников
ведущего зубчатого колеса и дифференциала.
Регулирование
главной передачи включает в себя регулировку предварительного натяга
подшипников ведущего конического зубчатого колеса в сборе, дифференциала и
регулирование бокового зазора и пятна контакта конической пары. Для обеспечения
предварительного натяга в конических подшипниках ведущего конического колеса в
сборе при наличии осевого перемещения:
- 1. Уменьшите высоту
регулировочной втулки 30 шлифованием или заменой втулками из запасных
частей на величину осевого перемещения плюс (0,04-0,06) мм.
- 2. Затяните гайку 2 крепления
фланца с моментом 590-690 Н.м (60-70 кгс.м).
- 3. Проверьте силу
проворачивания стакана подшипников, которая должна быть равна 10-24 Н
(1,0-2,5 кгс). Замеряйте силу проворачивания при непрерывном вращении
стакана в одну сторону не менее чем после пяти полных оборотов. Подшипники
при этом должны быть смазаны, а крышка стакана подшипников должна быть
сдвинута так, чтобы манжета не оказывала сопротивления вращению зубчатых
колес.
Отрегулированную
по предварительному натягу сборочную единицу ведущего зубчатого колеса
установите в картер главной передачи. Установите дифференциал и затяните болты
крепления крышек подшипников межколесного дифференциала с моментом 100-120 Н.м
(10-12 кгс.м).
Отрегулируйте
подшипники дифференциала регулировочными гайками, для этого равномерно с двух
сторон затягивайте их до момента, при котором расстояние между крышками
подшипников увеличится на (0,1-0,2) мм. Отрегулировав подшипники, затяните
окончательно болты крепления крышек подшипников с моментом 380-460 Н.м (38-46
кгс.м) и законтрите их отгибанием стопорных пластин на одну из граней головок
болтов. Соберите главную передачу моста. Герметичность всех фланцевых и
резьбовых соединений, имеющих выход в масляные полости, обеспечьте герметиком
УН-25.
Регулирование
механизма блокировки межколесного дифференциала (см. рисунок -- Механизм
блокировки межколесного дифференциала) проводите в следующем порядке:
- · снимите главную передачу;
- · снимите крышку механизма
блокировки;
- · выньте поршень со стержнем;
- · установите муфту блокировки в
положение, при котором расстояние от плоскости А зубчатого венца муфты до
оси отверстия (d = 338+0,215) мм в картере моста составляет 170 мм;
- · замерьте размер Б от
поверхности пальца вилки до опорной плоскости фланца картера;
- · соберите поршень со стержнем
в размер (Б+7) мм, законтрите гайкой и установите в картер моста, затяжку
болтов крепления крышки и диафрагмы проводите равномерно, при этом усилие
затяжки должно обеспечивать герметичность, без чрезмерного спрессования
бортов диафрагмы;
- · проверьте ход муфты
блокировки при подаче воздуха на диафрагму, который должен составлять 14
мм.

Рисунок -- Механизм блокировки
межколесного дифференциала
Отрегулируйте
регулировочными гайками боковой зазор, который должен быть в пределах
(0,20-0,35) мм, и пятно контакта конической пары.
Основные неисправности
механизмов ведущих мостов
Основными неисправностями могут
быть: износ зубьев шестерен, подшипников, шлицев полуосей, деталей
дифференциалов, поломка зубьев шестерен, скручивание полуосей, обрыв шпилек
крепления фланцев полуосей или ослабление их гаек, течь масла через сальники и
прокладки.
Признаками поломок или значительного
износа деталей являются стук или повышенный шум в редукторе моста при движении автомобиля.
Попадание масла в тормозные механизмы свидетельствует об износе сальников
полуосей. Износ зубьев шестерен приводит к увеличению бокового зазора в их
зацеплении.
Изношенные и поломанные детали
подлежат замене. В случае разборки для этой цели главной передачи и
дифференциала их последующая сборка и регулировка зацепления конических
шестерен и подшипников выполняются в условиях ремонтной мастерской опытными
специалистами.
Основные неисправности и способы их
устранения приведены в таблице.
|
Причина
неисправностей |
Способы
устранения неисправностей |
|
Непрерывный
шум при движении автомобиля |
|
|
Сильный
износ или повреждение шестерен Ослабление крепления подшипников
Сильный износ подшипников Недостаточный уровень масла в картере моста |
Заменить
шестерни комплектно Подтянуть гайки крепления подшипников на валах
Заменить подшипники, при установке отрегулировать предварительный натяг
Проверить уровень, долить до нормы |
|
Повышенный
шум при движении автомобиля со скоростью 30 – 60 км/ч |
|
|
Пятно
контакта конических шестерен главной передачи смещено в сторону широкой части
зубьев ведомой конической шестерни |
Отрегулировать
зацепление по пятну контакта |
|
Шум при
повороте или буксовании автомобиля |
|
|
Изношены
детали дифференциала |
Заменить
изношенные детали |
|
Повышенный
шум при замедлении (торможении) автомобиля |
|
|
Пятно
контакта конических шестерен главной передачи смещено в сторону узкой части
зубьев ведомой конической шестерни |
Отрегулировать
зацепление по пятну контакта |
|
Непрерывные
стуки или «хрусты» при движении |
|
|
Выкраивание
или сколы на зубьях шестерен или в подшипниках Разрушение деталей шарнира
равных угловых скоростей |
Заменить
поврежденные детали Заменить поврежденные детали |
|
Увеличенный
зазор в зацеплении конических шестерен |
|
Причина
неисправностей |
Способы
устранения неисправностей |
|
Износ
зубьев конических шестерен Износ конических роликовых подшипников,
значительный осевой зазор в зацеплении конических шестерен |
Не
регулировать до допустимого износа Отрегулировать затяжку подшипников,
проверить правильность зацепления конических шестерен по пятну контакта и
боковому зазору |
|
Течь масла
из картера главной передачи |
|
|
Износ и
повреждение манжет и прокладок Ослабление затяжки гаек и болтов крепления
картеров и крышек |
Заменить
Подтянуть гайки и болты |
Изучить: 1. Снятие и разборка деталей ведущего моста.
2. Осмотр
и дефектовка деталей ведущего моста.
3. Неисправности и способы их устранения.
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Способы обнаружения дефектов. Определение способов и средств ремонта. Безопасность труда при ремонте карданной передачи.
Характерные дефекты карданной
передачи, способы их выявления и устранения
Признаками неисправной карданной передачи являются: дребезжащий шум
карданных валов или вибрация, стуки при движении автомобиля на большой
скорости, отчетливо различаемые при резком изменении режима работы двигателя.
Основные причины неисправности карданной передачи:
1. Повышенный износ подшипников или крестовин карданов.
2. Износ шлицевых соединений.
3. Погнутость карданных валов (вмятины либо трещины на трубах).
4. Ослабление креплений промежуточной опоры и фланцев вилок карданов.
5. Течь смазки вследствие износа сальников.
Почувствовав неисправность карданной передачи, водитель должен остановить
автомобиль. Вначале проверить и, если нужно — подтянуть болты крепления фланцев
вилок карданов, крышек игольчатых подшипников, промежуточной опоры. При
проверке убедитесь, нет ли задиров в шлицевых соединениях, не погнут ли вал?
Если есть задиры, их можно аккуратно зачистить, а погнутый карданный вал
попытаться выправить.
В пути разборка карданной передачи нежелательна, так как при этом нарушается
динамичная балансировка карданных валов. Валы балансируются на заводе при
помощи балансированных пластин. Нарушение балансировки приводит к биению
карданного вала и к повышенному износу деталей карданной передачи. Если
неисправность карданной передачи в пути не удалось устранить, то ее необходимо
ликвидировать в гараже.
Однако напомним, что неисправности карданной передачи возникают сравнительно
редко, если водитель внимательно и правильно ухаживает за ней. Карданная
передача, как никакой другой механизм, требует систематической подтяжки
креплений и смазки, потому что даже небольшое ослабление крепления фланцев,
маленький люфт в карданных шарнирах вызывают биение карданного вала, а
поврежденные пробковые сальники крестовины и защитные чехлы приводят к
повышенному износу подшипников и шлицевого соединения.
Скользящее шлицевое соединение необходимо смазать солидолом, а игольчатые
подшипники — нигролом. Причем нагнетать нигрол следует до выхода излишка свежей
смазки через предохранительный клапан крестовины. Появление смазки через
сальники свидетельствует об их неисправности. В этом случае сальники нужно
заменить.
Напыление является одним из способов нанесения металлических покрытий на
изношенные поверхности восстанавливаемых деталей. Сущность процесса заключается
в том что предварительно расплавленный металл наносится на специально
подготовленную поверхность посредством сжатого газа или воздуха.
В зависимости от вида используемой различают следующие способы напыления:
1. Газопламенное;
2. Электродуговое;
3. Высокочастотное;
4. Детонационное;
5. Ионоплазменное.
Достоинства: высокая производительность, небольшой нагрев детали (120-180° C),
высокая износостойкость покрытия, простота технологического процесса,
возможность нанесения покрытий от 0,1 до 10 мм из любых металлов и сплавов.
Недостатки: пониженная механическая прочность покрытия, невысокая прочность
сцепления покрытия с поверхность детали.
Техника
безопасности при работе на участке ремонта карданных валов.
При снятии и установке карданных валов необходимо руководствоваться общими
правилами техники безопасности, а также соблюдать электробезопасность и
противопожарную безопасность.
Кроме этого, при демонтаже и монтаже карданного вала во
избежание травмирования кистей рук подвижными частями карданного вала (фланцы)
необходимо применять фиксирующие приспособления. Работать разрешается только
лицам, за которыми закреплены технологические операции или имеющие допуск к
работе.
Разборку-сборку карданного вала необходимо производить на
специальном стенде, с соблюдением технологии. Особое внимание уделить снятию
(установке) стопорных колец фиксации осевого перемещения подшипника, которые
необходимо придерживать, т.к. возможны их вылетания.
При проведении работ по восстановлению крестовин на участке
механической обработки на рабочих местах должны быть вывешены инструкции по
технике безопасности. Оборудование должно быть снабжено удобными в эксплуатации
предохранительными приспособлениями с достаточно прочным прозрачным материалом,
устанавливаемого между рабочим инструментом и лицом рабочего для защиты его
глаз. Эти приспособления должны быть сблокированы с пусковым устройством
оборудования
Перед началом работы:
Одеть и привести в порядок спецодежду. Заправить или обвязать
манжеты рукавов, заправить одежду так, чтобы не было висячих концов.
Получить наряд и пройти инструктаж по технике безопасности.
Подготовить рабочее место к безопасной работе. Разложить
инструмент и приспособления и проверить их исправность. Проверить работу станка
на холостом ходу. Убедиться в исправности осветительных приборов.
Во время работы:
Рабочие должны пользоваться спецодеждой и средствами
индивидуальной защиты.
Пользоваться только исправным инструментом и
приспособлениями.
В случае прекращения подачи тока, при смене рабочего
инструмента, при ремонте, чистке, смазке станка, его следует обязательно
отключать.
Во время работы станка запрещается: измерять обрабатываемую
деталь; проверять рукой чистоту наружной или внутренней поверхности;
устанавливать и менять режущий инструмент; чистить и смазывать станок; передавать
через станок любые предметы; убирать стружку руками. После выключения станка не
допускается торможение рукой вращающихся частей.
По окончанию работы:
Выключить оборудование.
Привести рабочее место в порядок. Убрать инструменты и
приспособления в специально отведенные шкафчики. Очистить станок и рабочее
место от стружки.
Сообщить мастеру обо всех недостатках, обнаруженных во время
работы.
Снять спецодежду, сдать ее в гардеробную или в личный шкаф.
Вымыть руки и лицо.
Все оборудование, монтируемое на предприятии, должно быть
установлено на прочных основаниях или фундаментах, тщательно выверено,
закреплено, заземлено и окрашено. Все приводные и передаточные механизмы
оборудования и их части должны быть размещены в корпусе или ограждены
предохранительными устройствами. Необходимо ограждать также обрабатываемые
движущиеся предметы, выступающие за габариты оборудования.
Расположение оборудования на участке, работы по
снятию-установке карданного вала, восстановлению крестовин должны
соответствовать принятым нормам по охране труда.
Изучить: 1. Дефекты карданной передачи.
2. Требования
техники безопасности при ремонте карданных передач.
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Ремонт карданной передачи. Снятие и установка карданной передачи. Применяемые инструменты и приспособления. Типичные дефекты деталей карданной передачи.
Ремонт
карданной передачи
В процессе
эксплуатации в карданной передаче появляются следующие дефекты:
1. износ шеек крестовины;
2. износ подшипников и сальников
крестовины;
3. разработка отверстий вилок;
4. износ шлицев на валах и в вилках;
5. прогиб или скручивание валов;
6. износ опорного подшипника
промежуточного вала.
Признаками
указанных дефектов являются биение валов, увеличенный зазор в соединениях,
стуки при движении и рывки при трогании с места.
Для
устранения дефектов в карданной передаче ее разбирают в следующем порядке:
1. Отвертывают болты фланцев,
соединяющие карданные шарниры с ведущей шестерней главной передачи и с ведомым
валом коробки передач, и снимают карданную передачу. При закрытой карданной
передаче сначала отъединяют карданную трубу, откатывают задний мост, а затем
отъединяют валы. При наличии промежуточного вала (автомобиль ГАЗ-53) прежде
отвертывают фланец от ведущей шестерни главной передачи и удаляют основной вал,
затем отвертывают от рамы подушку с опорой промежуточного вала и фланец
промежуточного вала от ведомого вала коробки передач.
2. После снятия карданной передачи
разбирают карданные шарниры. При разборке карданного шарнира, имеющего
игольчатые подшипники, отвертывают болты, снимают стопорные пластинки и крышки
и вынимают игольчатые подшипники. После удаления всех подшипников вынимают
крестовину и разъединяют вилки. С шеек крестовины снимают держатели с
пробковыми сальниками.
3.
При разборке
карданного шарнира, имеющего скользящие подшипники, вынимают замочные кольца,
стальные втулки и разъединяют вилки. Прогиб карданного вала определяют в центрах
индикатором. Если величина прогиба в средней части вала превышает 0,5 мм, вал
правят в холодном состоянии под прессом. Валы, шлицы которых скручены, изношены
или смяты, заменяют новыми.
Изношенные
шейки крестовин можно восстановить до нормального размера хромированием или
напрессовкой стальных втулок с последующей механической обработкой.
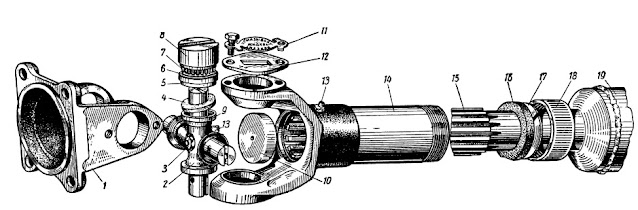
Рис. Детали универсального
карданного шарнира:
1 — ведущая вилка; 2 — крестовина; 3— клапан; 4 и 16 — пробковые сальники;
5 — корпус опорной шайбы; 6 — опорная шайба подшипника; 7 — игольчатый
подшипник; 8 — стакан подшипника; 9 — держатель сальника; 10 — заглушка
шлицевого соединения; 11 — стопорная пластина; 12 — крышка подшипника; 13 —
масленки; 14 — скользящаявилка; 15 — шлицованный конец карданного вала; 17 —
опорная шайба сальника; 18 — крышка сальника; 19 — карданный вал.
Сборка карданной
передачи
При сборке карданной
передачи необходимо:
1.
напрессовать
на шейки крестовины 2 держатели сальников 9 игольчатых подшипников с натягом
0,02—0,03 мм, ввернуть клапан и масленку;
2.
пропитать
цилиндровым маслом пробковые сальники 4 и установить их в держатели;
3.
вставить
крестовину в вилку 1 (при сборке скользящей вилки, прежде чем устанавливать
крестовину, вставить заглушку 10 шлицевого соединения вилки), надеть на шейки
опорные шайбы 6, стаканы 8 с игольчатыми подшипниками 7, крышки подшипников 12
и привинтить винтами стопорные пластины 11; в такой же последовательности
соединить крестовину со второй вилкой; если карданный шарнир имеет стальные
втулки, установить их на шейки крестовины с зазором 0,07—0,15 мм, а в гнезде
вилки — с натягом 0,04—0,08 мм;
4.
ввернуть
в крестовину масленку 13 и предохранительный клапан 3;
5.
надеть
на шлицованный конец 15 карданного вала крышку 18 сальника и его опорную шайбу
17, а также сальник 16, предварительно пропитанный маслом;
6.
вставить
шлицованный конец вала в вилку и завернуть от руки крышку сальника 18 при
установке скользящей вилки проследить, чтобы оси обеих крестовин лежали в одной
плоскости (у автомобиля ГАЗ-51 на вилке и валу имеются указательные стрелки,
которые при сборке должны быть расположены на одной прямой);
7. установить в
шлицевую вилку масленку 13.
Оборудование
и инструменты применяемые при ремонте карданных валов.
Инструменты:
ключи «на 13», «на 19» (два),
головки сменные «на 11», «на 27»,
3) вороток,
4) отвертка,
5) бородок,
6) молоток,
7) специальные пассатижи (щипцы) для
снятия и установки стопорных колец,
8) оправки (две) для выпрессовки
подшипников крестовин карданных шарниров,
9) съемник универсальный,
10) клещи типа «кобра»,
11) динамометрический ключ,
12) шприц с консистентной смазкой,
13) молоток резиновый,
14) микрометр.
15) станок балансировочный.

Станок для
динамической балансировки карданных валов. Балансировка приводных карданных
валов предъявляет большие требования к балансировочному станку. Специальный
горизонтальный жестко опорный станок, для низко и высокоскоростной балансировки
одно и двухкомпонентных приводных карданных валов. Этот станок позволяет:
Балансировать "карданы" в диапазоне скоростей от 100 до 6000 о б/мин.
(т.е. проверять валы на скоростях близких к рабочим).Выдерживать высокие
центробежные нагрузки и проходить резонансные частоты. Обеспечивать высокую
чувствительность и возможность балансировки карданных валов с высоким исходным
дисбалансом.
Основные
неисправности карданной передачи
Причины и
признаки неисправностей
Признаками
неисправной карданной передачи являются: дребезжащий шум карданных валов или
вибрация, стуки при движении автомобиля на большой скорости, отчетливо
различаемые при резком изменении режима работы двигателя.
Основные
причины неисправности карданной передачи:
- 1. Повышенный износ подшипников
или крестовин карданов.
- 2. Износ шлицевых соединений.
- 3. Погнутость карданных валов
(вмятины либо трещины на трубах).
- 4. Ослабление креплений
промежуточной опоры и фланцев вилок карданов.
- 5. Течь смазки вследствие
износа сальников.
Изучить: 1. Ремонт карданной передачи.
2. Инструменты и оборудование для ремонта
карданной передачи.
3. Признаки и причины неисправностей.
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Способы обнаружения дефектов. Определение способов и средств ремонта. Оформление учетной документации. Безопасность труда при ремонте коробки передач и раздаточной коробки.
Основные неисправности коробки
перемены передач и проверка ее технического состояния
Основными
признаками неисправностей коробки перемены передач (КПП) являются шум в работе,
затрудненное переключение передач, самопроизвольное выключение передач, подтекание
масла. Причиной шума при работе КПП часто является отсутствие масла в картере
или изнашивание зубьев шестерен и подшипников валов.
Для
устранения неисправности надо проверить уровень масла в картере, который должен
быть вблизи нижней кромки бокового наливного отверстия, при необходимости масло
долить. Если шум не прекратится, следует снять коробку передач с автомобиля,
разобрать ее и заменить изношенные детали.
Затрудненное
переключение передач наблюдается при использовании масла с повышенной вязкостью,
неисправности синхронизаторов, деформации вилок переключения передач, а также
при нарушении нормальной работы механизма переключения передач или механизма
управления переключением передач вследствие ослабления креплений, деформации
или изнашивания деталей, а также нарушения регулировок.
Ремонт КПП
включает в себя снятие ее с автомобиля, разборку, контроль и замену изношенных
деталей, приработку и испытание коробки передач после ремонта и ее установку на
автомобиль. Перед снятием КПП необходимо слить из нее масло.
Снятие
коробки передач переднеприводных автомобилей производится в следующей
последовательности:
- • отсоединить приводные валы;
- • отсоединить рычаги механизма
управления переключением передач;
- • отсоединить гибкий вал
спидометра;
- • отвернуть крепление и снять
коробку передач в сборе с картером сцепления.
Снятие КПП
автомобилей с классической схемой компоновки производится после отсоединения от
КПП карданной передачи, гибкого вала спидометра, задней опоры двигателя и
снятия поперечины задней опоры.
Дальнейшие
работы по снятию КПП производятся в соответствии с конструктивными
особенностями конкретной модели ремонтируемого автомобиля и инструкциями
завода-производителя.
На
переднеприводных автомобилях в зависимости от расположения двигателя применяются
трансмиссии двух типов. Схемы передачи крутящего момента трансмиссиями с
поперечным и продольным расположением двигателя приведены на рис. 16.9. Коробка
передач, главная передача и дифференциал конструктивно объединены и размещаются
в одном блоке.
Первичный
вал 1 коробки передач через сцепление 2 и
маховик 3 связан с коленчатым валом 4 двигателя автомобиля.
Приводной вал (полуось) 5, связанный через шарнир 8 со
ступицей 9 переднего ве-
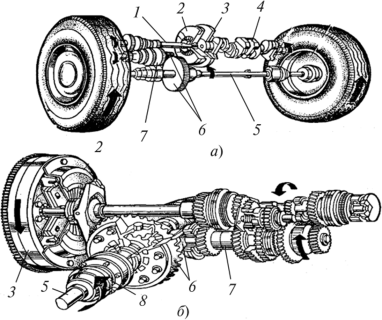
Рис.
16.9. Переднеприводные
трансмиссии с поперечным (а) и продольным (б) расположением
двигателя:
- 1 — ведущий вал КПП; 2 —
сцепление; 3 — маховик; 4 — коленчатый
вал; 5 — приводной вал (полуось); 6 — колеса механизма
главной передачи;
- 7 — ведомый вал КПП; 8 —
шарнир дущего колеса, получает вращение от шестерен 6 главной
передачи и вторичного вала 7коробки передач. Последняя предназначена для
изменения крутящего момента, передаваемого от коленчатого вала двигателя к
передним ведущим колесам, по величине и направлению путем зацепления
шестерен различного диаметра, а также для длительного отключения двигателя
от трансмиссии. Число ступеней коробки передач зависит от числа пар
шестерен, вводимых в зацепление в определенных сочетаниях. На
отечественных автомобилях устанавливается двухвальная трехходовая
пятиступенчатая коробка передач с шестернями постоянного зацепления.
Главная
передача передает крутящий момент от вторичного вала коробки передач через
дифференциал на валы привода ведущих колес. Она представляет собой зубчатую
пару, включающую в себя размещенную на вторичном валу коробки передач ведущую
шестерню и прикрепленную к коробке дифференциала ведомую шестерню.
Дифференциал
распределяет подводимый к нему крутящий момент поровну между полуосями и
позволяет ведущим колесам вращаться с неодинаковыми скоростями. Необходимость
вращения ведущих колес с разной скоростью на поворотах и при движении по
неровностям дороги объясняется тем, что колеса в этих условиях проходят
неодинаковый путь.
Главная
передача отечественных автомобилей состоит из пары косозубых цилиндрических
шестерен. Ведущая шестерня изготавливается вместе с вторичным валом коробки
передач, а ведомая крепится болтами к коробке дифференциала.
Главная
передача автомобилей обычно гипоидная, состоит из двух конических шестерен со
спиральными зубьями. Ведущая шестерня смещена относительно оси ведомого
зубчатого колеса, что позволяет расположить ведущий вал коробки передач над
коробкой дифференциала и снизить центр масс автомобиля.
Разборка-сборка
коробки перемены передач производится при необходимости замены изношенных
деталей, а работы по разборке- сборке являются весьма трудоемкими и сложными.
Для качественного их выполнения требуются специальные съемники, оправки,
прессовые приспособления, а также специальные контрольные приспособления и
контрольно-измерительные приборы. Поэтому ремонт КПП, связанный с их
разборкой-сборкой, выполняется обычно на специализированных постах или участках
АРП, укомплектованных соответствующими стендами, приспособлениями и приборами.
Последовательность разборки-сборки КПП определяется конкретной ее конструкцией.
Процесс разборки-сборки коробки передач рассмотрим на примере КПП
переднеприводного легкового автомобиля среднего класса.
Сборку
коробки передач выполняют на специальном стенде с поворотной плитой (рис.
16.10) с помощью специальных ключей и оправок.
Перед
сборкой коробки передач все детали тщательно промывают, удаляют остатки смазки,
очищают шлицевые поверхности и отверстия в деталях. Подшипники продувают сжатым
воздухом, при этом не допуская чрезмерно быстрого вращения колец. Техническое
состояние поступивших на сборку деталей тщательно контролируют и, если
необходимо, проводят контрольные замеры базовых поверхностей.
Для сборки
картер коробки передач устанавливают на стенд или деревянную подставку и
фиксируют на поворотной плите 2 с помощью рычагов 1.
Последовательность
сборки коробки передач определяется конкретной конструкцией. При ремонте
трансмиссии последовательность разборки агрегата — обратная сборке.
В
переднеприводных автомобилях блок цилиндров двигателя, картеры сцепления,
главной передачи, коробки передач и ее крышка образуют единый агрегат с тремя
опорами.
В нише на
дне картера главной передачи при сборке устанавливают магнит для удаления из
масла металлических частиц и продуктов износа. Магнит зафиксирован выступом на
фланце картера коробки передач.
При
соединении картеров главной передачи и коробки передач необходимо проверить
состояние поверхности оси сателлитов, по-

Рис.
16.10. Стенд для сборки КПП переднеприводного автомобиля:
- 1 — рычаги для фиксации КПП;
- 2 — поворотная
плита луосевых шестерен и шестерен главной передачи, сателлитов и
посадочных поверхностей под подшипники.
Перед
сборкой картеров коробки передач, редуктора главной передачи и крышки следует
убедиться, что на этих деталях нет трещин, сколов; на поверхностях расточек для
подшипников и штоков — глубоких рисок и повреждений. На поверхностях их
сопряжений не должно быть забоин, приводящих к потере герметичности стыков и
появлению несоосности валов. Незначительные повреждения торцов привалочных
поверхностей следует устранить притиркой на плите. Если детали сильно
повреждены, их необходимо заменить новыми.
В связи с тем
что картер главной передачи и картер коробки передач для получения соосности и
перпендикулярности осей главных отверстий обрабатываются совместно и составляют
комплект, разукомплектовывать их не допускается.
Для
определения пригодности картеров к сборке надо помимо прочих общих проверок
выполнить контроль параллельности, перекоса и перпендикулярности осей главных
отверстий (рис. 16.11) с помощью специальных калибров-скалок (рис. 16.12).
Контроль
перекоса осей главных отверстий картеров показан на рис. 16.11, а, параллельности
осей — рис. 16.11, б, перпендикулярности — на рис.
16.11, в. Конструктивное исполнение калибров- скалок
следующее: 1 — шейки для замеров; 2 — базовые
пояски на съемных втулках; 3 — базовый поясок на скалке для
ведущей шестерни главной передачи; 4 — базовый поясок на
скалке под ось дифференциала; 5 — базовый поясок на скалке для первичного

Рис.
16.11. Контроль
перекоса (а), параллельности (б), перпендикулярности (в) и
межцентрового расстояния (г) осей главных отверстий картера
вала; 6 — выемка для прохождения скалки для контроля оси
дифференциала.
Контроль
межцентрового расстояния между осями главных отверстий картеров производится по
скалкам с помощью микрометра (рис. 16.11, г).

Рис.
16.12. Калибры-скалки для контроля перекоса, параллельности,
перпендикулярности и межцентрового расстояния осей главных отверстий
картера:
- 1 — шейки для
замеров; 2 — базовые пояски на съемных втулках;
- 3 —базовый поясок скалки для
ведущего колеса механизма главной передачи; 4 — базовый
поясок скалки под ось дифференциала;
- 5 — базовый поясок скалки для
ведущего вала; 6 — выемка для прохождения скалки,
контролирующей ось дифференциала
Картеры,
входящие в комплект, маркируются на днище общей цифровой меткой.
Перед
сборкой картеров необходимо проверить наличие штифтов 3 в
картере главной передачи, используемых для установки по ним картера коробки
передач (рис. 16.13).

Рис.
16.13. Установка картера КПП на картер механизма главной пердачи:
/ — картер
КПП; 2 — картер механизма главной передачи; 3 — штифт
для центрирования картеров
При сборке
коробки передач следует руководствоваться следующими общими указаниями завода —
изготовителя автомобиля:
• детали,
предназначенные для сборки, должны быть тщательно промыты;
- • подшипники распаковывать
непосредственно перед установкой в узел. При их установке не следует
удалять с них смазку завода- производителя;
- • запрессовку подшипников
необходимо производить плавно под прессом с упором оправки в
напрессовываемое кольцо и в вал или корпус в зоне прессования во избежание
повреждения колец. Применение молотка для напрессовки подшипников не
допускается. Подшипники со съемными и разъемными кольцами
разукомплектовывать и менять местами кольца при сборке не допускается;
- • уплотнительные прокладки во
избежание течи масла по разъемам рекомендуется покрыть тонким слоем смазки
ЛИТОЛ-24, ГОСТ 21150-95. подтяжку болтов и гаек крепления картерных
деталей производить постепенно (крест-накрест);
- • крепежные детали следует
затягивать, руководствуясь величинами моментов, рекомендуемых заводом-изготовителем.
Сборку
синхронизаторов необходимо производить с применением специальных
приспособлений. Раздача торцов пальцев производится способом радиальной клепки
на специальных станках. Иной способ клепки недопустим, так как при этом
деформируются кольца и не обеспечивается плотное закрепление пальцев в гнездах.
Установка
синхронизатора 2 в специальное приспособление для радиальной
клепки торцов пальцев 5 (при этом пальцы должны упираться в основание 3 приспособления)
показана на рис. 16.14. Втулка 1 используется для базирования
в приспособлении верхнего кольца синхронизатора, а движок 4 — для
фиксации пальцев синхронизатора. После расклепки блокирующие пальцы должны
плотно, без люфтов удерживаться на кольцах. Торцы пальцев не должны выступать
над поверхностью колец, а кольца не должны иметь остаточной деформации. Усилие
перемещения муфты из нейтрального положения во включенное должно быть в
пределах 100... 140 Н. Муфта в ней-

Рис.
16.14. Установка синхронизатора в специальное приспособление для раздачи
торцов пальцев:
1 — втулка базирования верхнего
кольца синхронизатора в приспособлении; 2 — верхнее кольцо; 3 —
основание приспособления; 4 — движок для фиксации пальцев
синхронизатора; 5 — пальцы синхронизатора тральном положении должна свободно
перемещаться в радиальных направлениях относительно блокирующих пальцев.
При сборке
синхронизаторов коробки передач используются специальные щипцы для монтажа
пружины синхронизатора (рис. 16.15).

Рис.
16.15. Сжатие пружины синхронизатора при монтаже:
- 1 — щипцы; 2
— муфта;
- 3 — стопорное
кольцо; 4 — пальцы (их хвостовики)
Пружина
заводится в муфту 2, радиальным перемещением вводится в паз муфты, сжимается
щипцами / и устанавливается внутри пальцев 4 надвиганием муфты
на пальцы до стопорного кольца 3.
При установке
игольчатых подшипников на валы шейки последних смазывают моторным маслом. Сами
подшипники следует устанавливать только их осевым перемещением со стороны
торцов валов, передвигая поверх шеек вала увеличенного диаметра с раскрытым
замком сепаратора, не допуская излишней деформации сепараторов. Смонтированные
подшипники должны размещаться на шейках валов и при замкнутом замке свободно
вращаться. Шестерни должны легко и плавно вращаться на подшипниках.
Запрессовку
колец подшипников, шестерен и ступиц, устанавливаемых на валы с натягом,
следует производить на прессе (для всех деталей аналогично) в соответствии с
рис. 16.16, где показана запрессовка ступицы синхронизатора 2 на
первичный вал 4, закрепленный в призматической опоре 5.
Оправка пресса 1 перемещает ступицу 2 до
упора в ведущее колесо 3.

Рис.
16.16. Запрессовка ступицы синхронизатора на ведущий вал:
- 1 — оправка
пресса; 2 — ступица; 3 — ведущее колесо
3-й передачи;
- 4 —ведущий вал; 5 —
призматическая опора
Установку
стопорных колец для осевой фиксации на валах шестерен и ступиц производят
специальными щипцами и оправкой, преодолевая усилие пружинной шайбы и не
допуская при этом излишней деформации колец. Необходимо при этом следить, чтобы
кольца входили в кольцевые канавки валов, а примыкающие к ступицам шестерни не
задевали поверхностью отверстий за стопорные кольца.
Шпонки
шестерен должны плотно входить в пазы вала.
При
установке свободно вращающихся зубчатых колес необходимо измерять щупом их
осевой зазор в окончательно смонтированном на валу положении (рис. 16.17, а), который
должен быть не менее 0,1 мм. Кроме того, следует проверять и осевой свободный
ход синхронизатора в сборе на валу (рис. 16.17, б), который
для синхронизаторов первой—четвертой передач должен быть не менее 1,3 мм, а для
синхронизатора пятой передачи — не менее 0,8 мм.

Рис.
16.17. Контроль
осевого зазора свободно вращающегося зубчатого колеса на валу (а) и
проверка осевого свободного хода синхронизатора (б)
При сборке
картера коробки передач во избежание повреждения задних подшипников валов и
гнезд под штоки в картере осуществляют центровку валов и штоков по
соответствующим гнездам картера. При сборке необходимо следить за тем, чтобы
первичный вал, упираясь в технологический упор, находился в рабочем положении в
осевом направлении.
После
предварительной подсборки картер коробки передач закрепляется болтами на
картере главной передачи и в него устанавливаются шарики-фиксаторы, пружины и
крышка фиксаторов штоков с последующей затяжкой крепежных болтов.
Затем на
первичный и вторичный валы устанавливаются втулки и кольца, примыкающие к
шестерням пятой передачи. Ведомая и ведущая шестерни пятой передачи монтируются
на соответствующих валах таким образом, чтобы ведущая шестерня легко и плавно
вращалась на втулке, а ведомая шестерня была запрессована на вторичный вал.
Используя специальные ключи, затягивают самоконт- рящуюся гайку вторичного вала
(рис. 16.18, а), а после запрессовки на первичный вал ступицы
с синхронизатором и установки вилки затягивают болт крепления первичного вала с
последующей фиксацией его от отворачивания.
После
завершения операции сборки с помощью индикаторного приспособления 2 проверяется
осевой свободный ход первичного 3 и вторичного 1 валов
(рис. 16.18, б).
Предварительно
собрав механизм переключения передач и проверив взаимодействие переключателя
передач с плунжерами, крышку картера устанавливают на коробку передач, у
которой предварительно включают четвертую передачу.

Рис. 16.18.
Затягивание динамометрическими ключами болта крепления ведущего вала (а) и
проверка осевого свободного хода ведущего и ведомого валов (б):
1,2 — динамометрические ключи; 3 —
муфта синхронизатора; 4 — вилка ведомого вала; 5 —
индикаторный прибор; 6 — болт крепления ведущего
вала
При
разборке-сборке коробок передач автомобилей (КПП) для повышения
производительности и качества разборочных работ широко применяются стенды,
съемники и приспособления.
Ведомый вал
выпрессовывают с помощью специальной бронзовой оправки, устанавливаемой в торец
его переднего конца до упора шестерни первой передачи в стенку картера, после
чего съемником из набора ПИМ- 192В снимают задний подшипник с вала.
При разборке
ведомого вала КПП замочное кольцо крепления шестерен четвертой и второй передач
снимают с помощью двух отверток, а передний подшипник и шестерни с
промежуточного вала — приспособлением (рис. 16.19), состоящим из двух
полуцилиндричес- ких половин.

Рис.
16.19. Приспособление
для разборки ведомого вала КПП: а — установка промежуточного
вала в приспособление; б — снятие зубчатых колес постоянного
зацепления с вала
При сборке
КПП используют различные приспособления. Так, замочные кольца шестерни
постоянного зацепления на промежуточном и ведомом валах устанавливают с помощью
пустотелых оправок; для запрессовки сальников 2 в крышку 1 применяют
оправку 3 (рис. 16.20), а ведущего вала — специальное
приспособление для пресса.

Рис.
16.20. Конструкция приспособления для запрессовки сальника в крышку:
1 — крышка; 2 —
сальник; 3 — оправка
Для
выявления дефектов сборки у собранных коробок передач проверяют следующие
параметры.
Наличие
нейтрального положения — в коробке передач, находящейся на «нейтрали»,
первичный и вторичный валы должны быть разъединены. При заторможенном вторичном
вале первичный вал должен легко и без заеданий прокручиваться рукой. Необходимо
выполнить не менее четырех оборотов. Момент торможения не должен превышать 29 Н
• см.
Усилие
избирания, включения передач, шумность работы на передаче, отсутствие течи,
отсутствие перегрева, надежность блокировки заднего хода при включении пятой
передачи. Испытание проводится на специальном безнагрузочном стенде 1, который
обеспечивает вращение коробки передач 2 за первичный вал (рис.
16.21).

Рис. 16.21.
Испытание КПП на безнагрузочном стенде: 1 — стенд; 2 —
КПП
Основные требования безопасности труда при ремонте
раздаточной коробки
Требования
безопасности при ТО и ремонте раздаточной коробки установлены ГОСТами.
Санитарными правилами организации технологических процессов и гигиеническими
требованиями к производственному оборудованию, правилами по охране труда на
автомобильном транспорте и правилами пожарной безопасности для станций
технического обслуживания.
При ремонте КПП
и раздаточной коробки применяются
следующие инструменты: набор ключей, набор головок.
Технологическое
оборудование должно отвечать требованиям ГОСТов.
Снятие
агрегатов и деталей, связанное с большими физическими напряжениями,
неудобствами, производят с помощью съемников. Агрегаты, заполненные жидкостями,
предварительно освобождают от них и лишь после этого снимают с автомобиля.
Легкие детали и агрегаты переносят вручную, тяжелые агрегаты массой более 20 кг
снимают приспособлениями и транспортируют на передвижных тележках.
Все рабочие
места в зонах ТО и ТР должны содержаться в чистоте, не загромождаться деталями,
оборудованием, приспособлениями. На рабочем месте слесаря по ремонту автомобиля
должно быть необходимое оборудование, приспособления и инструмент. Все
оборудование и инструмент, запасные части, приспособления располагают в
непосредственной близости в пределах зоны досягаемости.
При
проведении ремонтных работ и технического обслуживания раздаточной коробки
используются гаечные ключи, прессы, отвертки, молоток, пассатижи и др.
инструмент. В целях безопасности рабочего, техникой безопасности запрещается
использовать инструмент не по назначению, удлинять ключи, перед началом
использования пресса следует изучить инструкцию по его эксплуатации, при
использовании съемников необходимо четко следовать инструкции по их применению.
При работе с
трансмиссионным маслом попадание его внутрь может вызвать серьезные
расстройства здоровья у человека, поэтому следует соблюдать особую
осторожность. Не лишним будет при работе с маслом использовать резиновые
перчатки и надлежащую форму одежды, которая будет максимально закрывать
открытые участки кожи от попадания масла.
При ремонте
раздаточной коробки около 50% по трудоемкости занимают разборочные и сборочные
работы. Применяемые инструменты и приспособления обеспечивают требуемую
производительность и безопасность труда.
Изучить: 1. Проверка исправности и работоспособности КПП.
2. Ремонт
КПП.
3. Техника безопасности при ремонте КПП и раздаточной коробки.
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Ремонт коробки передач и раздаточной коробки. Снятие и установка КПП и раздаточной коробки. Применяемые инструменты и приспособления. Типичные дефекты деталей КПП и раздаточной коробки.
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Способы обнаружения дефектов. Определение способов и средств ремонта. Безопасность труда при ремонте сцепления.
Дефектовка сцепления.
После
снятия сцепления с диафрагменной пружиной с автомобиля,
очистите от пыли и грязи нажимной и ведомый диски, а также рабочую поверхность
маховика. Осмотрите ведомый диск. Трещины на деталях ведомого диска не
допускаются. Проверьте износ фрикционных накладок. Замените ведомый диск или
фрикционные накладки если:
— Головки
заклепок утоплены менее чем на 0,2 мм.
— Поверхность фрикционных накладок замаслена.
— Ослаблены заклепочные соединения.
Проверьте
надежность фиксации демпферных пружин в гнездах ступицы ведомого диска. Если
пружины сломаны, замените диск. На фрикционной шайбе, расположенной под
нажимной пружиной гасителя крутильных колебаний, не должно быть следов износа,
перегрева или механических повреждений. Проверьте биение ведомого диска в
плоскости трения. Если при визуальном осмотре обнаружено его коробление. Если
биение больше 0,7 мм, замените диск.
Осмотрите
рабочие поверхности трения маховика и нажимного диска. При наличии глубоких
рисок, явных следов износа и перегрева, при ослаблении заклепочных соединений
деталей, замените дефектные узлы.
Поверхность
нажимного диска и маховика при наличии на них задиров и кольцевых рисок можно
восстановить проточкой и шлифовкой. Толщина нажимного диска после обработки
должна быть не менее 14 ,0 мм. Толщина маховика (размер от обработанной
поверхности до плоскости прилегания к фланцу коленчатого вала) — не менее 19
мм. В этом случае после сборки проверьте на специальном приспособлении нажимное
усилие и расположение концов лепестков диафрагменной пружины.
Внешним осмотром оцените состояние
опорных колец и диафрагменной пружины нажимного диска. Опорные кольца не должны
иметь трещин и следов износа. На диафрагменной пружине не должно быть трещин.
Места контакта лепестков пружины с подшипником выключения сцепления должны находиться
в одной плоскости и не иметь явных следов износа.
Регулировка сцепления. В процессе эксплуатации сцепление регулируют, но
перед этим проверяют свободный ход педали сцепления. Для этого используют
линейку с делениями и двумя движками. Один конец линейки устанавливают на пол
кабины, а верхний движок совмещают с площадкой педали сцепления. Затем нажимают
на педаль до момента резкого возрастания сопротивления при ее перемещении. Это
положение отмечают на линейке вторым движком, и оно соответствует выборке
свободного хода. Расстояние между движками на линейке и будет значением
свободного хода педали сцепления.
При механическом
приводе сцепления свободный ход педали регулируют изменением длины
основной тяги, отворачивая или наворачивая регулировочную гайку по тяге (при
отворачивании гайки свободный ход педали увеличивается, при наворачивании –
уменьшается).
При гидравлическом
приводе свободный ход педали сцепления складывается из свободных ходов и
зазоров в механической и гидравлической частях привода. Перед регулировкой
измеряют полный ход толкателя рабочего цилиндра. Если ход толкателя меньше
требуемого значения, то это свидетельствует о нарушении регулировки свободного
хода педали или о попадании воздуха в систему гидропривода. В этом случае необходимо
прокачать гидропривод, а затем отрегулировать свободный ход педали сцепления.
Гидропривод сцепления прокачивают в следующей последовательности: снимают
колпачок с головки перепускного клапана на рабочем цилиндре, на клапан надевают
резиновый шланг, конец которого опускают в прозрачную емкость с небольшим
количеством тормозной жидкости. На резьбовой наконечник пробки главного
цилиндра навертывают шланг воздушного насоса и, отвернув на пол-оборота
перепускной клапан, создают насосом давление внутри главного цилиндра. Давление
в системе можно создавать нажатием на педаль сцепления. В этом случае при
нажатии на педаль клапан отворачивают, а при отпускании – заворачивают (это
необходимо для избежания попадания воздуха в систему через клапан). Под
действием давления жидкость начинает вытекать в емкость и вместе с ней выходит
воздух в виде пузырьков. Как только выделение пузырьков воздуха прекращается,
прокачку заканчивают, заворачивают перепускной клапан и надевают на него
колпачок.
Далее
проверяют и при необходимости устанавливают требуемый зазор между толкателем и
поршнем главного цилиндра. Предварительная грубая установка зазора производится
изменением длины тяги, окончательная регулировка – поворотом эксцентрикового
болта. Оценку этой регулировки проводят по ходу педали, который должен
составлять до упора толкателя в поршень 3,5…10 мм. Зазор между выжимным
подшипником и отжимными рычагами устанавливают, изменяя длину толкателя
рабочего цилиндра. При снятой оттяжной пружине вилки ход ее наружного конца
должен быть в пределах 4…5 мм, если регулировка проведена правильно.
Неисправности
сцепления, их причины и способы устранения. При интенсивной эксплуатации
автомобиля могут возникнуть различные неисправности сцепления. Различают
неисправности собственно сцепления и неисправности привода сцепления. К
неисправностям сцепления относятся: износ и повреждения накладок ведомого
диска; деформация ведомого диска; замасливание накладок ведомого диска; износ
шлицев ведомого диска; износ или поломка демпферных пружин; поломка или
ослабление диафрагменной пружины; износ или поломка подшипника выключения
сцепления; износ поверхности маховика; износ поверхности нажимного диска;
заедание вилки выключения сцепления.
К основным
неисправностям механического привода сцепления относятся: заедание, удлинение
или повреждение троса; повреждение рычажной системы. К основным неисправностям
гидравлического привода сцепления относятся: засорение гидропривода; нарушение
герметичности системы (подтекание рабочей жидкости, наличие воздуха в системе);
неисправность рабочего цилиндра (повреждение манжеты).
Износ и
поломка конструктивных элементов сцепления происходят в основном
из-за нарушения правил эксплуатации автомобиля: трогание с места на
высоких оборотах, нога на педали сцепления во время движения. Одной из причин
поломки или износа может стать предельный срок эксплуатации элементов
сцепления. В большей степени это касается ведомого диска сцепления, имеющего
ограниченный ресурс. При соблюдении правил эксплуатации данный элемент исправно
служит свыше 100 тыс. км пробега.
Причиной
поломки сцепления может стать и низкое качество комплектующих. При покупке
запасных частей предпочтение следует отдавать оригинальным деталям.
Замасливание фрикционных накладок ведомого диска происходит при попадании на
них масла вследствие износа или повреждения сальников двигателя
или коробки передач.
Неисправности
сцепления хорошо диагностируются по внешним признакам. Вместе с тем, один
внешний признак может соответствовать нескольким неисправностям сцепления.
Поэтому конкретные неисправности сцепления устанавливаются, как правило, при
его разборке.
Характерные
признаки неисправности сцепления: неполное включение (пробуксовка), неполное
выключение (сцепление «ведет»), резкое включение, рывки при работе сцепления;
вибрация при включении сцепления; шум при выключении сцепления.
Неполное
включение сцепления характеризуется запахом от горения фрикционных
накладок ведомого диска, недостаточной динамикой автомобиля, перегревом
двигателя, повышенным расходом топлива. Пробуксовка сцепления может быть
вызвана отсутствием свободного хода педали сцепления, износом, короблением или
замасливанием фрикционных накладок ведомых дисков, поломкой или ослаблением
нажимных пружин и оттяжной пружины муфты выключения сцепления.
Неполное
выключение сопровождается затрудненным включением передач на работающем
двигателе, шумом, треском при переключении передач, увеличением свободного хода
педали сцепления. Неполное выключение сцепления возможно при увеличении
свободного хода педали сцепления, короблении или перекосе дисков, заедании
ведомых дисков, поломке фрикционных накладок, поломке отжимных рычагов. Кроме
того, на автомобилях с гидроприводом сцепления неполное выключение сцепления
может быть обусловлено попаданием воздуха в гидросистему, утечкой рабочей
жидкости, разрушением резинового уплотнительного кольца толкателя поршня
главного цилиндра.
Резкое
включение сцепления происходит при заедании муфты выключения сцепления на
ведущем валу коробки передач, потере упругости или поломке нажимных пружин,
износе или задире рабочих поверхностей нажимного диска или маховика, при износе
фрикционных накладок ведомого диска или ослаблении заклепок.
Нагрев
деталей, шумы, вибрация и рывки происходят из-за износа, разрушения или
недостаточной смазки выжимного подшипника, ослабления заклепок накладок
ведомого диска, увеличенного зазора в сопряжении ступицы ведомого диска и
шлицев ведущего вала коробки передач. Появление шипящего звука высокого тона
свидетельствует о неисправностях подшипника.
Основные требования техники безопасности при ремонте сцепления
автомобиля
Движение автомобиля и работа двигателя в помещении гаража
должны быть минимальными, так как отработавшие газы вредны для здоровья и могут
при определенной концентрации вызвать отравление.
При установке автомобиля на пост обслуживания или ремонта
необходимо надежно затормозить его ручным тормозом или подложить упоры под
колеса. Обслуживать и ремонтировать автомобиль с работающим двигателем не
разрешается. Весьма опасна работа под автомобилем при вывешенных колесах.
Поэтому поднятую часть или сторону автомобиля необходимо установить на
специальные металлические подставки -- козелки, не допуская подкладывания
случайных предметов: кирпичей, досок, чурбаков, деталей автомобиля.
В случае необходимости, работая под автомобилем лежа, следует
пользоваться подкатными тележками с подголовником.
При работе под автомобилем в осмотровой канаве, не имеющей освещения, можно
пользоваться переносной лампой, подключаемой к сети с напряжением не более 12
В.
Монтажно-демонтажные работы следует выполнять только
исправным инструментом определенного назначения. Гаечные ключи должны точно
соответствовать размерам гаек и болтов и не иметь выработки зева и трещин. Во
избежание несчастных случаев сдваивание гаечных ключей или применение рычага
для удлинения плеча недопустимо.
Тяжелые работы по снятию и установке агрегатов следует
выполнять с применением специальных подъемных приспособлений, захватов и
съемников; обвязывание при этом агрегатов веревкой не допускается. Для
выполнения слесарных работ следует применять только исправные инструменты.
Бойки молотков, кувалд и затылки зубил не должны иметь заусенцев и быть
сборными. Длина зубила должна быть не менее 125 мм.
При работе зубилом необходимо использовать защитные очки;
работающий должен располагаться так, чтобы отлетающие куски металла не могли
поранить окружающих. При работе на верстаках, установленных один напротив
другого, между работающими должна быть поставлена металлическая сетка.
Нельзя работать напильниками, не имеющими деревянных ручек.
При заточке инструментов на точильных станках необходимо надевать
предохранительные очки. Точильный круг обязательно должен быть закрыт защитным
кожухом.
При работе электродрелью следует обращать внимание на ее
заземление и целостность изоляции электрического шнура. Работать с
электродрелью необходимо в резиновых перчатках, а под ноги стелить резиновый
коврик.
При работе на сверлильном станке нельзя держать руками
металлические детали, их нужно закреплять в тисках. Необходимо тщательно
убирать волосы под головной убор. Нельзя выдувать стружку ртом и останавливать
рукой вращающийся патрон со сверлом.
Изучить: 1. Дефектация
сцепления.
2. Ремонт сцепления.
3. Техника безопасности при ремонте сцепления.
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Ремонт сцепления. Снятие и установка сцепления. Применяемые инструменты и приспособления. Типичные дефекты деталей сцепления.
Ремонт
сцепления
Ремонт
сцепления состоит из следующих последовательных демонтажных,
сборочно-разборочных и регулировочных операций, включающих в себя: снятия
сцепления с автомобиля; проверку состояния деталей; замену или
восстановительный ремонт изношенных деталей и установку сцепления на
автомобиль. Необходимость снятия сцепления с автомобиля для ремонта возникает,
когда восстановить его нормальную работу регулировкой привода не удается.
Снятие
сцепления производится после предварительного отсоединения от картера сцепления
тросового привода на переднеприводных автомобилях либо рабочего цилиндра
гидравлического привода на автомобилях классической компоновки и снятия КПП
вместе с картером.
После снятия
картера сцепления с вилкой (валом) и подшипником его включения необходимо
ослабить и отвернуть болты крепления кожуха сцепления к маховику,
предварительно пометив положение кожуха сцепления с нажимным диском на
маховике, чтобы при последующей сборке установить его на прежнее место,
сохраняя тем самым балансировку данного узла. Отворачивать болты необходимо
крест-накрест по диагонали и производя по одному обороту, чтобы избежать
деформации кожуха. После отворачивания болтов снять кожух с нажимным диском в
сборе и ведомый диск сцепления. При необходимости можно отъединить от вилки и
снять подшипник выключения сцепления, а также отъединить от картера сцепления
вилку выключения сцепления.
Контроль
состояния деталей сцепления заключается в проверке картера сцепления с вилкой и
подшипником выключения сцепления, а также нажимного и ведомого дисков. При
проверке картера сцепления производится его тщательный осмотр для выявления
трещин и следов повышенного износа отверстий.
Проверка
нажимного диска с кожухом в сборе выполняется на специальном контрольном
приспособлении с контролем: обеспечения необходимого усилия для надежного
прижатия ведомого диска сцепления к маховику; неплоскостности рабочей
поверхности нажимного диска и его биения, которое должно быть не более 0,05 и
0,35 мм соответственно. При обнаружении на рабочей поверхности нажимного диска
задиров, забоин, кольцевых рисок, а также при короблении кожуха нажимной диск в
сборе следует заменить.
Проверка
ведомого диска состоит в тщательном осмотре, измерении износа фрикционных
накладок и коробления диска. При обнаружении износа, трещин или поломки деталей
ведомого диска (кроме фрикционных накладок), потере упругости пружинных
пластин, износе шлицевой посадочной поверхности, вызывающем перекос диска на
первичном валу, а также при короблении диска, не устранимом правкой, диск в
сборе подлежит замене.
Замена
фрикционных накладок ведомого диска производится при значительном их износе
(когда размер от поверхности накладки до головок заклепок менее 0,2 мм), а
также при обнаружении их сильного замасливания или обгорания. Замена накладок
производится на ручном прессе (рис. 16.22) с использованием специальных
ремонтных комплектов, включающих фрикционные накладки с просверленными
отверстиями для заклепок, медных или латунных заклепок. а также оправки для
развальцовывания заклепок.
При текущем
ремонте сцепления снятый кожух в сборе с нажимным диском устанавливают и
надежно закрепляют на специальном, имитирующем маховик двигателя приспособлении
с металлическим промежуточным кольцом толщиной 8,2 мм (для автомобилей ВАЗ).
Закрепив проверяемое сцепление, выполняют четыре хода включения, прикладывая
нагрузку (не менее 140 кгс) к упорному фланцу наружной пружины. Ходу включения
8 мм должно соответствовать перемещение нажимного диска на 1,6...1,7 мм.
Номинальное расстояние от основания приспособления до рабочей поверхности

Рис. 16.22.
Общий вид (а) и конструкция плунжера оправки (б) ручного
пресса с оснасткой для развальцовки заклепок крепления фрикционных накладок
ведомого диска сцепления:
- 1 — оправка; 2 —
плунжер;
- 3 — фрикционные
накладки;
- 4 — заклепки;
5 —плита;
- 6 — стальной
диск
фрикционной
накладки упорного фланца должно составлять 40...43 мм, допустимое — 47 мм, при
увеличении его до 48 мм кожух сцепления в сборе заменяют.
Сборка
фрикционных накладок с ведомым диском сцепления производится с использованием
клепочного соединения на специальном прессе (рис. 16.23, а) со
штампами (рис. 16.23, б). Штамп для приклепывания фрикционных
накладок диска сцепления состоит из верхней 5 и нижней 7
опорных плит. В отверстия для направляющих стержней верхней плиты 5
запрессованы втулки 1 и упоры 6, а в
отверстия нижней плиты — упоры 8, центрирующая оправка 10 и
направляющие стержни 2. Резиновая прокладка 9 обеспечивает
плотное прилегание диска сцепления к верхней плите и предохраняет поверхность
фрикционной накладки от повреждений при приклепывании. В отверстие фланца 4,
закрепленного на плите 5 болтами 3, вставляют оправку, которая
передает усилие от штока пресса на плиту 5. Болтами, ввернутыми в резьбовые
отверстия фланца 4, оправку фиксируют в определенном положении.
Для
приклепывания в отверстия диска вставляют 24 заклепки и на опорную плиту
/устанавливают диск сцепления, накладывая на него фрикционную накладку.
Предварительно совместив отверстия фрикционной накладки с заклепками, устанавливают
верхнюю плиту 5 штампа и одновременно расклепывают 24 заклепки. Аналогичным
образом приклепывают вторую фрикционную накладку диска сцепления.
После
приклепки с обеих сторон фрикционных накладок ведомый диск проверяют на
коробление и биение на индикаторном

Рис. 16.23.
Общий вид пресса (а) и схема штампа (б) для
приклепывания заклепок фрикционных накладок ведомого диска сцепления:
- 1,7 — нижняя и
верхняя опорные плиты; 2 — упоры; 3 —
втулка;
- 4 — направляющие стержни; 5 —
болты фланца; 6 — фланец;
- 8 — фиксатор; 9— резиновая
прокладка; 10— центрирующая оправка
приспособлении
с установкой его на оправке в центрах. Допустимое биение рабочих поверхностей
фрикционных накладок для большинства марок автомобилей должно быть не более
0,7... 1 мм.
Статический
дисбаланс ведомого диска сцепления проверяется с помощью специальной шлицевой
оправки, устанавливаемой на ножи или точные цилиндрические опоры.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ В СЦЕПЛЕНИИ
И
МЕТОДЫ ИХ УСТРАНЕНИЯ
В сцеплении
могут быть следующие основные неисправности: нарушение регулировки привода,
вызывающее неполное выключение и неплавное включение сцепления, пробуксовку
дисков; износ фрикционных накладок ведомого диска, подшипника муфты выключения
сцепления, манжеты рабочего цилиндра привода сцепления.
Пробуксовка
дисков сцепления возникает при ослаблении или поломке нажимных пружин,
износе или короблении поверхностей трения маховика и нажимного диска,
замасливании фрикционных накладок ведомого диска. Неисправные нажимные пружины
и замасленные фрикционные накладки заменяют на новые. Поверхности трения
маховика и нажимного диска обрабатывают шлифованием.
Неполное
выключение сцепления появляется в результате увеличенного свободного хода
педали (при механическом приводе) или уменьшении хода поршня рабочего цилиндра
(при гидравлическом приводе), а также вследствие деформации ведомого диска.
Свободный ход педали устанавливают при регулировании, а дефектный ведомый диск
заменяют на новый.
Неплавное
включение сцепления обусловливается износом накладок ведомого диска,
затрудненным перемещением ступицы ведомого диска, неодновременным нажатием
подшипника выключения, заеданием педали сцепления на оси. Затрудненное
перемещение ступицы ведомого диска на шлицах первичного вала коробки передач
возникает из-за наличия забоин или заусенцев на шлицах. Последние зачищают и
смазывают тонким слоем графитовой смазки. Неодновременность нажатия подшипника
выключения сцепления на рычаги выключения устраняют регулировкой. При заедании
педали сцепления зачищают торцы втулок от забоин и заусенцев и смазывают их.
При ремонте
изношенные подшипники выключения сцепления заменяют на новые. Ведомый и
нажимный диски, а также нажимные пружины в зависимости от состояния подвергают
восстановлению или замене. Для выполнения ремонтных работ сцепление разбирают,
применяя приспособления, одно из которых представлено на рис. 3.1.
Таблица 1
Неисправности
сцепления
Признак
неисправности
Причина
неисправности
Способ
устранения
Сцепление
«буксует» (неполное включение)
Автомобиль
медленно набирает скорость или медленно теряет скорость на подъеме.
В кабине
ощущается специфический запах горящих накладок
Нет зазора
между упорным кольцом и выжимным подшипником (отсутствует свободный ход муфты)
Попадание
смазки на поверхность трения
Износ
фрикционных накладок
Поломка или
потеря упругости нажимных пружин
Отрегулировать
зазор 3,2…4мм (свободный ход муфты)
Снять
сцепление и промыть поверхности трения
Заменить
фрикционные накладки
Заменить
нажимные пружины
Сцепление
«ведет» (неполное выключение)
Включение
передач сопровождается скрежетом
Резко
возрастает усилие на рычаге при переключении передач
Большой
зазор между упорным кольцом и выжимным подшипником
Коробление
ведомых дисков или разрушение и обрыв накладок
Попадание
воздуха в гидропривод или утечка жидкости
Зазор
отрегулировать
Диски
заменить
Жидкость
долить, течь устранить, из гидросистемы воздух удалить («прокачать» систему)
Увеличенное
усилие на педали сцепления
При нажатии
на педаль сопротивление возрастает
Не попадает
сжатый воздух в пневмоусилитель (пневмоусилитель не работает)
Закаливание
следящего поршня
Заменить
клапан
Заменить
манжету или кольцо следящего поршня
Сцепление
включается резко
Автомобиль
трогается с места рывком
Разбухание
уплотнительных манжет гидропривода
Заменить
уплотнительные манжеты
Шум в
механизме сцепления
Повышенный
шум в механизме сцепления при его включении
Разрушение
подшипника включения сцепления
Повышенное
биение упорного кольца оттяжных рычагов
Заменить
подшипник
Механизм
выключения отрегулировать выставкой рычагов
Запаздывание
включения сцепления
Автомобиль
трогается с запаздыванием после отпускания педали
Застывание
жидкости в гидросистеме
Заклинивание
следящего поршня
Задиры в
соединениях ведущих дисков
Гидросистему
промыть
Заменить
манжету следящего поршня
Устранить задир.
Изучить: 1. Снятие
сцепления с автомобиля.
2. Ремонт сцепления.
3. Типичные неисправности сцепления и способы их
устранения.
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Определение технического состояния генератора.
Порядок проверки технического
состояния генератора.
Генератор можно проверять мотор-тестером, оборудованным осциллографом, или
отдельным осциллографом, а также непосредственно на автомобиле.
Проверка на стенде позволяет определять исправность генератора и
соответствие его характеристик номинальным. У проверяемого генератора щетки
должны быть хорошо притерты к контактным кольцам коллектора, а сами кольца -
чистыми.
Для проверки следует установить генератор на стенд и выполнить соединения
так, как показано на рис. 8.5. Включить электродвигатель стенда реостатом,
установить на выходе генератора напряжение 13 В и довести частоту вращения
ротора до 5000 об/мин. Дать генератору поработать в этом режиме не менее 10
мин, а затем измерить силу тока отдачи. У исправного генератора она должна
быть не менее 55 А. Если измеренная сила тока отдачи меньше, это
свидетельствует о неисправностях в обмотках статора и ротора, о повреждении
вентилей. В этом случае необходима тщательная проверка обмоток и вентилей,
чтобы определить место неисправности.
Напряжение на выходе генератора проверяют при частоте вращения ротора 5000
об/мин. Реостатом следует установить ток отдачи силой 15 А и измерить
напряжение на выходе генератора, которое должно быть (14,1±0,5) В при
температуре окружающего воздуха и генератора 15…35 °С. Когда напряжение не
укладывается в указанные пределы, необходимо заменить регулятор напряжения
новым, заведомо исправным, и повторить проверку. Если напряжение окажется
нормальным, значит, старый регулятор напряжения поврежден и его необходимо
заменить. В случае если напряжение по-прежнему не будет укладываться в
указанные выше пределы, следует проверить обмотки и вентили генератора.
Проверка генератора и
реле-регулятора на автомобиле
Проверка обмотки возбуждения ротора. Обмотку возбуждения ротора можно
проверить, не снимая генератор с автомобиля, а сняв только регулятор напряжения
вместе с щеткодержателем. Зачистив при необходимости шлифовальной шкуркой
контактные кольца, омметром или контрольной лампой проверяют, нет ли обрыва в
обмотке возбуждения и не замыкает ли она на корпус.
Проверка статора. Статор проверяют отдельно, после разборки генератора. Выводы его
обмотки должны быть отсоединены от вентилей выпрямителя. В первую очередь
проверяют омметром или с помощью контрольной лампы и аккумуляторной батареи,
нет ли обрывов в обмотке статора и не замыкаются ли ее витки на корпус.
Изоляция проводов обмотки не должна иметь следов перегрева, который
происходит при коротком замыкании в вентилях выпрямителя. Статор с такой
поврежденной обмоткой следует заменить. Затем проверяют специальным
дефектоскопом, нет ли в обмотке статора короткозамкнутых витков.
Проверка вентилей выпрямительного блока. В выпрямительном блоке находятся три
положительных и три отрицательных вентиля. Положительные вентили запрессованы
в пластину выпрямительного блока, соединенную с выводом «30» генератора.
Отрицательные вентили имеют на корпусе «минус» выпрямленного тока и
запрессованы в другую пластину выпрямительного блока, соединенную с корпусом.
Исправный вентиль пропускает ток только в одном направлении, неисправный
может вообще не пропускать ток (обрыв цепи) или пропускать его в обоих
направлениях (короткое замыкание). В случае повреждения одного из вентилей
выпрямителей необходимо заменить целиком выпрямительный блок.
Короткое замыкание вентилей можно проверить, не снимая генератор с
автомобиля, предварительно отсоединив провода от аккумуляторной батареи и
генератора. Проверка производится омметром или с помощью лампы (1. .3 Вт) и
аккумуляторной батареи.
Сначала проверяют, нет ли замыкания одновременно в положительных и
отрицательных вентилях. Для этого «плюс» батареи через лампу подсоединяют к
зажиму «30» генератора, а «минус» - к корпусу генератора. Если лампа горит, то
и отрицательные, и положительные вентили имеют короткое замыкание.
Проверить короткое замыкание отрицательных вентилей можно, отсоединив
лампу от «плюса» батареи и присоединив ее к штекеру нулевого провода обмотки
статора, а «минус» батареи - к корпусу генератора. Горение лампы означает
короткое замыкание в одном или нескольких отрицательных вентилях. Следует
помнить, что в этом случае горение лампы может быть следствием замыкания витков
обмотки статора на корпус генератора. Однако такая неисправность встречается
реже, чем короткое замыкание вентилей.
Для проверки короткого замыкания в положительных вентилях «плюс» батареи
через лампу соединяют с зажимом «30» генератора, а «минус» батареи - со
штекером вывода нулевой точки обмотки статора. Горение лампы укажет на короткое
замыкание одного или нескольких положительных вентилей.
Обрыв в вентилях без разборки генератора можно обнаружить только косвенно
при проверке генератора на стенде по значительному снижению (на 20...30 %) силы
тока отдачи по сравнению с номинальным. Если обмотки генератора исправны, а в
вентилях нет короткого замыкания, то причиной уменьшения тока отдачи является
обрыв в вентилях.
Проверка дополнительных диодов генератора. Короткое замыкание
дополнительных диодов можно проверить без снятия и разборки генератора. Так
же, как и при проверке вентилей выпрямительного блока, при этом необходимо
отсоединить провода от аккумуляторной батареи и генератора и провод от вывода
«В» регулятора напряжения.
«Плюс» батареи через лампу (1...3 Вт, 12 В) присоединяют к выводу «61»
генератора, а «минус» - к одному из винтов крепления выпрями тельного блока.
Если лампа загорится, то в каком-то из дополнительных диодов имеется короткое
замыкание. Найти поврежденный диод можно, только сняв выпрямительный блок и
проверив каждый диод в отдельности.
Обрыв в дополнительных диодах можно обнаружить осциллографом по искажению
кривой напряжения на штекере «61», а также по низкому напряжению (менее 14 В)
на штекере «61» при средней частоте вращения ротора генератора.
Проверка регулятора напряжения. Работа регулятора заключается в
непрерывном и автоматическом изменении силы тока возбуждения генератора таким
образом, чтобы напряжение генератора поддерживалось в заданных пределах при
изменении частоты вращения ротора и силы тока нагрузки генератора.
Проверка на автомобиле. Для проверки необходимо иметь вольтметр
постоянного тока со шкалой до 15...20 В класса точности не ниже 1,0.
После 15 мин работы двигателя на средних частотах вращения при включенных
фарах измеряют напряжение между клеммой «30» и корпусом генератора, которое
должно находиться в пределах 13,6... 14,6 В.
В случае, если наблюдается систематическая недозарядка или перезарядка
аккумуляторной батареи и регулируемое напряжение не укладывается в указанные
выше пределы, регулятор напряжения необходимо заменить.
Проверка снятого регулятора. Регулятор напряжения, снятый с генератора,
проверяют по схеме, приведенной на рис. 8.9. Регулятор, встроенный в
генератор, лучше проверять в сборе с щеткодержателем, так как при этом можно
сразу обнаружить обрывы выводов щеток и плохой контакт между выводами
регулятора напряжения и щеткодержателя.
Между выводами «Ш» и «В» регулятора (или между щетками на генераторе)
включают лампу (1...3 Вт, 12 В). К выводам «Б» и «В» и к корпусу регулятора
присоединяют источник питания сначала напряжением 12 В, а затем 15...16 В. При
исправном регуляторе в первом случае лампа должна гореть, а во втором - нет.
Если лампа горит в обоих случаях, то в регуляторе пробой, а если не горит в
обоих случаях, то или в регуляторе имеется обрыв, или нет контакта между
щетками и выводами напряжения.
Проверка конденсатора. Конденсатор служит для защиты электронного
оборудования автомобиля от импульсов напряжения в системе зажигания, а также
для снижения помех радиоприему. Повреждение конденсатора или ослабление его
крепления на генераторе (ухудшение контакта с корпусом) обнаруживается по
увеличению помех радиоприему при работающем двигателе.
Исправность конденсатора можно
проверить мегомметром или тестером (на шкале 1...10 Ом). Если в конденсаторе
нет обрыва, то в момент присоединения щупов прибора к выводам конденсатора
стрелка должна отклониться в сторону уменьшения сопротивления, а затем
постепенно вернуться на нуль. Емкость конденсатора 2,2 мкФ+20 %.
Изучить: 1. Проверка
генератора на стенде.
2. Проверка генератора и реле регулятора на автомобиле.
3. Проверка составных частей генератора.
04.02.2022 группа: 206
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Типичные дефекты приборов электрооборудования. Способы обнаружения дефектов. Определение способов и средств ремонта.
ДЕФЕКТЫ И РЕМОНТ
ЭЛЕКТРООБОРУДОВАНИЯ
Виды ремонта
электрооборудования. По назначению и характеру работ ремонт систем
электрооборудования подразделяют на текущий (ТР), средний (СР) и капитальный
(КР). Текущий ремонт предназначен для устранения отказов и неисправностей
изделий и систем, а также обеспечения нормативов ресурса ремонтируемых изделий
до капитального ремонта. Для ТР характерны разборочные, сборочные, слесарные,
дефектовочные и окрасочные технологические операции, замена деталей и
комплектующих. Текущий ремонт должен обеспечивать безотказную работу
отремонтированных изделий или систем, по меньшей мере до очередного ТО-2
машины. Регламентируемыми показателями ТР являются удельная трудоемкость,
суммарные удельные простои транспорта, связанные с ТР изделия, и т.д.
Средний
ремонт проводят при эксплуатации автотракторной техники в тяжелых дорожных
условиях с периодичностью более одного года.
Капитальный
ремонт предназначен для регламентированного восстановления отказавших изделий и
систем, обеспечения их ресурса до следующего КР или повышения ресурса до такого
же уровня, как у новых изделий. Капитальный ремонт предусматривает полную
разборку изделия, дефектацию, восстановление или замену отказавшей детали с
последующей сборкой, регулировкой и испытанием. После ремонта основных деталей,
определяющих функциональные свойства изделия, оно не должно уступать по
качеству новому. При КР восстанавливают до уровня, характерного для новых
изделий, зазоры, взаимное расположение деталей, микро- и макрогеометрию рабочих
поверхностей, структуру и твердость металла, форму и внешний вид составных
частей изделия.
Основные
дефекты электрооборудования. При изучении организации ремонта целесообразно
проанализировать дефекты, разделив их на механические и электрические. Это
связано с тем, что такое деление позволяет оптимизировать номенклатуру
инструментов и испытательного оборудования на рабочих местах.
К
механическим дефектам генераторных установок относят:
- • зависание щеток и износ
контактных колец;
- • выработку посадочных мест
подшипником со стороны контактных колец и в случае отсутствия
пластмассовых стаканчиков или гофрированных стальных пружин,
препятствующих образованию этого дефекта;
- • заедание ротора генератора и
износ шеек вала.
Электрические
дефекты генераторной установки — это обрыв обмотки возбуждения, короткое
замыкание обмотки статора, отказ регулятора напряжения, пробой изоляции или
диода.
Для
выявления таких дефектов на рабочем месте необходимо иметь съемники,
механические или электрические отвертки, гаечные ключи, мерительный инструмент,
тестер, приборы типа Э-214 и Э-236.
К
механическим дефектам электростартеров и электродвигателей относят:
- • саморазбор привода, поломку
пружины и зубьев шестерни привода и редуктора;
- • износ и зависание щеток,
износ коллектора якоря и вкладышей
подшипников,
поломку щеткодержателя;
• разнос
якоря, поломку и заедание тягового реле.
Электрическими
дефектами стартера и электродвигателей являются короткое замыкание обмотки
возбуждения, пробой изоляции обмоток якоря и тягового реле.
Для
исследования таких дефектов рабочее место должно быть обеспечено приборами типа
Э-214 и Э-236, омметром, вольтметром, амперметром и приспособлениями для
разборки стартера.
К
механическим дефектам аккумуляторных батарей относят повреждения моноблока,
обрыв перемычек и разрушение активной массы электродов, а к электрическим —
короткое замыкание разноименных электродов в аккумуляторе, сульфатацию
электродов, быстрый саморазряд батареи и разрушение
электродов в
результате перезаряда.
При ремонте
аккумуляторных батарей (АКБ) на рабочем месте должны находиться приборы типа
Э-107 и Э-108, комплект аккумуляторщика типа Э-412, зарядные устройства,
механический и электрический инструмент для разборки АКБ, расплавки перемычек и
т.д.
Механическими
дефектами аппаратов зажигания являются износ подушечки и кулачков механизма
прерывания в классической системе зажигания, пластины центробежного регулятора,
контактов прерывателя, металлокерамического вкладыша подшипника, опорного
подшипника пластины вакуумного регулятора и разгерметизация вакуумного автомата
опережения зажигания.
К
электрическим дефектам аппаратов зажигания относят пробой конденсатора, обмотки
катушки зажигания, выходного транзистора, микросхемы транзисторного коммутатора
или микросхемы датчика Холла, а также пробой и сгорание помехоподавляющего резистора
в роторе. Для анализа этих дефектов на рабочем месте необходимо иметь стенд
типа СПЗ-16, тестер, игольчатые разрядники, инструмент для разборки
датчика-распределителя и съемники подшипников. При выявлении дефектов
электронных систем управления двигателем, для которых характерны отказы
микросхем датчиков, обрывы в цепях и сбои в алгоритме контроллера, можно
использовать рабочее место с аналогичным оборудованием, добавив лишь автосканер
или мотор- тестер.
Ремонт
генераторов. На современных машинах устанавливают трехфазные синхронные
генераторы переменного тока (Г-250, Г-273А, Г-258, Г-304, Г-305 и т.д.) с
независимым электромагнитным возбуждением и встроенным в крышку со стороны
контактных колец кремниевым выпрямителем.
При ремонте
генераторов неисправные и поврежденные детали заменяют новыми.
Основные
дефекты ротора генератора показаны на рис. 4.57.

Рис.
4.57. Места основных дефектов ротора генератора Г-250-А1:
7 — задиры и
износ корпуса ротора; 2 — износ шейки под подшипник со стороны
контактных колец; 3 — обрыв провода у контактных колец; 4 —
пробой на «массу», межвитковое замыкание, обрыв и обгорание изоляции; 5 — износ
шейки вала со стороны привода; 6 — износ паза под шпонку шкива; 7 — износ
контактных
колец
Задиры и
износы корпуса устраняют слесарной обработкой до удаления дефекта. При диаметре
менее 90 мм ротор бракуют. Износ шейки под подшипник со стороны контактных
колец до диаметра менее 14,97 мм устраняют железнением с последующим
шлифованием под размер рабочего чертежа. Обрыв соединительных проводов у
контактных колец устраняют пайкой.
Замыкание
обмотки возбуждения на ротор проверяют аналогично статору: одним щупом касаются
ротора (вала), а другим — поочередно контактных колец генераторов Г-273,
Г-250-А1. Если в течение 1—2 мин лампа не зажигается, то изоляция обмотки в
норме. Зажигание лампы указывает на замыкание обмотки на ротор.
Износ шейки
вала со стороны привода до диаметра менее 16,97 мм устраняют железнением с
последующим шлифованием под размер рабочего чертежа.
Межвитковое
замыкание и замыкание на «массу», а также обрыв и обгорание изоляции устраняют
заменой катушки.
Износ
шпоночного паза до размера более 4,03 мм устраняют фрезерованием нового паза с
размерами по рабочему чертежу под углом 180° к изношенному.
Незначительно
изношенные контактные кольца и щетки зачищают шкуркой и притирают друг к другу.
При значительном неравномерном износе колец их обтачивают на токарном станке до
выведения следов износа. Уменьшать диаметр контактных колец более чем на 1 мм
нельзя (т.е. диаметр должен быть не менее 30,1 мм).
Биение
поверхностей А и Б (см. рис. 4.57)
относительно поверхностей В и Г более 0,1 мм устраняют правкой
вала после выпрес- совки из контактных колец и втулки обмотки возбуждения.
Нарушение
контакта в щеточном узле устраняют заменой щеток при условии, если их размер
отличается от допустимого.
Для проверки
упругости пружин щетку прижимают к чашке весов таким образом, чтобы она
выступала из щеткодержателя на 2 мм. Показание весов сравнивают с табличными
данными (1,8—2,6 Н для генераторов Г-250-А1, Г-273, Г-305 ит.п.).
Типичными неисправностями
выпрямительного блока являются пробой диодов и нарушение контакта в переходах.
При проверке диод подключают в прямом и обратном направлениях к источнику тока
напряжением 12—15 В (аккумуляторная батарея) через последовательно включенную
лампу мощностью не более 15 Вт. Если лампа горит при включении диодов в прямом
направлении (прямое направление тока указывается на корпусе диода) и не горит
при включении диодов в обратном направлении, то диод исправен. Если имеются
пробои, то лампа горит при включении диодов в обоих направлениях. В случае
нарушения контакта в переходах лампа не горит ни в одном из включений диодов.
Диоды
проверяют при отсоединенной обмотке статора. Поврежденный диод заменяют новым.
Генератор
собирают из деталей (новых или восстановленных) в порядке, обратном разборке.
После сборки
генератор «обкатывают» в течение 10—15 мин и испытывают без нагрузки, с
номинальной нагрузкой и при максимальной частоте вращения ротора без нагрузки.
Испытания проводят при отключенном реле-регуляторе на стенде КИ-968 при
температуре 15—20°С. Обмотки возбуждения подключают к аккумуляторной батарее
напряжением 12 В. Нагрузку генератора регулируют реостатом стенда.
Ремонт
стартеров. Неисправности стартеров похожи на неисправности генераторов
переменного тока. Состояние стартеров и устранение неисправностей обеспечивают
теми же способами, что и для генераторов.
Корпус
стартера СТ-130 в сборе (рис. 4.58) может иметь следующие основные дефекты:
заусенцы и забоины на поверхностях прилегания к крышкам корпуса; повреждение
прорезей под отвертку у винтов крепления полюсов; повреждение изоляции
контактного болта и его резьбы; облом выводного контакта; замыкание катушек на
корпус и межвитковое замыкание; задиры поверхностей полюсов и нарушение
межполюсного расстояния (допустимый размер 79,3 мм); износ щеток (допустимое
значение 10 мм); нарушение пайки или облом соединительных шин.

Рис.
4.58. Места основных дефектов корпуса стартера СТ-130 в сборе:
7 — выводной
контакт; 2 — контактный болт; 3 — винт
крепления полюса; 4 — корпус; 5 — соединительная шина; 6 —
щетка; 7 — межполюсное расстояние; 8 —
катушка
Заусенцы и
забоины на поверхности прилегания крышек устраняют зачисткой соответствующим надфилем.
Повреждения прорезей у винтов требуют их замены. Поврежденную изоляцию и
обломанные зажимы выводного контакта заменяют новыми.
Задиры на
поверхностях полюсов устраняют припиловкой до удаления дефекта с обязательной
подтяжкой полюсных винтов.
Повреждение
пайки или облом соединительных шин устраняют сваркой их встык или пайкой
припоем ПОССу-61 с последующей изоляцией на длине не менее 30 мм. Концы ленты
должны быть закреплены в петлю.
Основные
дефекты якоря стартера СТ-130 (рис. 4.59) следующие: износ и задиры якоря 7;
износ или обгорание коллектора 2; биение коллектора 3; износ
шейки вала со стороны коллектора 4; нарушение соединения (пайки)
секций и коллектора 5; нарушение прочности изоляции и падение ее сопротивления
6; износ шейки под промежуточный подшипник 7; износ шейки вала 8; износ
шейки вала со стороны привода 9; износ ленточной нарезки 10; износ
ленточной нарезки по диаметру 77; погнутость 12 вала.
Износ и
задиры на поверхности железа якоря устраняют зачисткой до исчезновения дефекта;
при диаметре менее 76,7 мм якорь бракуют.

Рис.
4.59. Места основных дефектов якоря стартера СТ-130 в сборе
При
незначительном износе рабочей поверхности коллектора ее отшлифовывают тонкой
шкуркой на токарном станке, затем пазы между пластинами очищают и протирают
тряпкой, смоченной бензином. Значительные нарушения геометрической формы
рабочей поверхности исправляют обтачиванием до выведения следов износа с
последующим шлифованием и углублением изоляции между пластинами специальной
ножовкой на глубину 0,5—0,8 мм. При диаметре менее 37,5 мм коллектор заменяют.
При
погнутости вала более 0,3 мм его выпрессовывают из якоря и правят. Изношенные
шейки вала с диаметрами со стороны коллектора менее 16,1 мм ремонтируют
железнением с последующим шлифованием под размер рабочего чертежа.
При износе
ленточной нарезки больше допустимых значений по толщине (менее 3,5 мм) и
наружному диаметру (менее 18,65 мм) якорь бракуют.
Наружные
повреждения в обмотках (повреждение изоляции, отпайка концов секции от пластин
коллектора, наружные обрывы и т.п.) устраняют заменой наружной изоляции и
пайкой. Внутренние повреждения (межвитковое замыкание, замыкание на «массу» и
внутренние обрывы) устраняют перемоткой обмоток.
Деформацию
лобовой части обмотки устраняют правкой.
Межвитковое
замыкание или обрыв в обмотках якоря определяют с помощью прибора Э-202. Якорь
укладывают на призмы сердечника прибора и наводят ЭДС в секции обмотки
переменным по значению и направлению магнитным потоком, создаваемым первичной
обмоткой трансформатора прибора. При наличии меж- виткового замыкания (обрыва)
в проверяемой секции стрелка миллиамперметра, подключенного с помощью щупов к
соседним пластинам (ламелям) коллектора, не отклоняется. Если вдоль паза
проверяемой секции, имеющей межвитковое замыкание, наложить стальную пластину
толщиной 0,2—0,4 мм, она начинает вибрировать под действием местного
переменного поля, создаваемого индуцируемым переменным током.
После сборки
стартер испытывают на стенде КИ-968 в режимах холостого хода и полного
торможения. Аккумуляторная батарея должна иметь соответствующую емкость и быть
полностью заряженной. Испытание в режиме холостого хода проводят без тормозного
устройства.
Для
испытания стартера в режиме полного торможения на шестерню привода
устанавливают рычаг, конец которого соединяют с динамометром. Затем стартер
включают на 4—5 с, записывают показания динамометра, вольтметра и амперметра
при полном торможении якоря. По результатам испытания определяют тормозной
момент, Н м:
![]()
где Р
— показание динамометра, Н; Ь — длина рычага
тормозного механизма, м.
Для
стартеров СТ-130Б и СТ-352Д тормозной момент должен быть соответственно не
менее 30 и 5 Н м, а потребляемый ток — не более 650 и 250 А. Если стартер
развивает крутящий момент меньше указанного в технической характеристике и
потребляет ток больше номинального, это свидетельствует о неисправностях в
коллекторе или полюсных обмотках.
Ремонт
реле-регуляторов, транзисторных коммутаторов и электронных блоков управления. В
комплекте электрооборудования автомобилей и тракторов еще встречаются
бесконтактные реле-регуляторы, блоки управления с прерывателем — указателем
поворотов, а также другие устройства, выполненные на основе дискретных
радиоэлементов (или изделий электронной техники) на печатных платах и
размещенные в пластмассовых корпусах со штырьковыми разъемами. В качестве
радиоэлементов применяют резисторы, конденсаторы, диоды, стабилитроны,
транзисторы и микросхемы. В процессе эксплуатации такие конструкции отказывают
из-за возникновения в бортовой сети перенапряжений при аномальных режимах
работы системы электроснабжения. Так, отключение АКБ вследствие окисления клемм
или обрыва цепи приводит к тому, что в бортовой сети при функционировании
мощных потребителей электроэнергии возникают переходные процессы с пиковыми
значениями напряжения до 150—200 В. В связи с этим отказы таких электронных
блоков, реле-регуляторов и транзисторных коммутаторов вызваны в основном
выходом из строя стабилитронов, транзисторов и диодов. Поэтому при ремонте этих
изделий применяют те же технологические приемы, что и при производстве
электронных блоков.
К
ремонтируемым транзисторным коммутаторам относят коммутаторы типа 36.3734 и
3620.3734, которые выполнены на дискретных элементах, расположенных в
металлическом корпусе.
Разбирают
такие изделия с помощью отвертки, пинцета и паяльника для отпайки проводников
от разъема. По завершении отпайки плату с радиокомпонентами извлекают из
корпуса и с помощью омметра или мультиметра определяют дефекты. Эти электронные
блоки и транзисторный коммутатор можно диагностировать с применением специально
собранных испытательных схем, в состав которых входят стабилизированный
источник постоянного тока с внутренним сопротивлением не более 0,03 Ом при
максимальной силе тока нагрузки 10 А, амперметры, вольтметр и генератор
сигналов типа Гб—15 или Гб—26. Изучая с помощью осциллографа переходные
процессы в транзисторном коммутаторе, определяют его работоспособность и все
функции управления: регулирование продолжительности открытого состояния и
ограничение силы тока выходного транзистора, выключение его при прекращении
управляющего сигнала на входе и т.д.
Основные
операции ремонта заключаются в выпаивании отказавших элементов, установке и
припайке новых элементов с последующей лакировкой.
Ремонт
аккумуляторных батарей. Поступившие в ремонт батареи очищают от загрязнений и
предварительно проверяют наружным осмотром (наличие трещин, отколов, окисленных
контактов и т.д.). Затем определяют состояние электролита: плотность, уровень
над пластинами и напряжение под нагрузкой. По результатам проверки делают
заключение о необходимом виде ремонта.
Незначительные
повреждения пластмассового корпуса или крышки, вызывающие течь электролита,
устраняют с помощью тепловой сварки.
Если
моноблок имеет трещины, а отдельные элементы — короткое замыкание, то после
промывки элементов дистиллированной водой батарею разбирают: удаляют
межэлементные перемычки, мастику и захватами специального съемника вынимают
блоки пластин. Эти блоки диагностируют и разъединяют на по- лублоки
положительных и отрицательных пластин. Полублоки с сохранившейся активной
массой промывают в воде в течение 10—30 мин. Корпус АКБ очищают от шлама и
промывают водой, исправные сепараторы и предохранительные перфорированные
пластины также промывают и сушат.
Пластины с
разрушенными решетками, выпавшей активной массой и глубокой сульфатацией
выбраковывают. Поверхностную сульфатацию с пластин удаляют, неисправные
отрицательные пластины заменяют. Отобранные годные пластины опрессовывают для
выравнивания зазоров и вдавливания разбухшей активной массы и решетки. Баретки
и межэлементные соединения отливают в специальных формах с соблюдением размеров
и допусков.
АКБ
собирают, следуя определенным правилам: например, по- лублок составляют из
пластин одинакового качества для предотвращения быстрого саморазряда из-за
появления тока между восстановленными и новыми пластинами, имеющими разные
потенциалы.
Пластины,
установленные в кондукторе, соединяют пайкой в полублоки при помощи паяльника с
угольными электродами, подключенными к «+» АКБ, чтобы свинец не окислялся и
соединение было прочным. При сборке блока наружные пластины должны быть
отрицательными. Сепараторы размещают таким образом, чтобы их ребра были
направлены в сторону положительных пластин. Собранный блок входит в корпус с
некоторым усилием. Если размеры блока превышают габариты корпуса, то блок
обжимают для получения нужного размера. Штыри соседних блоков должны иметь
разную полярность. Установив предохранительные пластины и крышки, на выходные
штыри надевают межэлементные соединения и угольными электродами паяльника
оплавляют штыри, межэлектродную перемычку и втулку крышки.
Пазы между
крышками и стенками моноблока заливают мастикой, нагретой сначала до
температуры 120°С, а затем до 200°С.
Изучить: 1. Основные
дефекты аккумулятора.
2. Дефекты генератора.
3. Дефекты стартера.
04.02.2022 группа: 206
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Ремонт аккумуляторных батарей, генераторов, стартеров, контрольно измерительных приборов, освещения и сигнализации. Снятие и установка приборов электрооборудования. Применяемые инструменты, приспособления.
Ремонт аккумуляторной батареи.
Перед ремонтом аккумуляторную
батарею очищают от пыли и грязи, следов окислов и тщательно проверяют состояние
выводов, целостность аккумуляторного бака, крышки, ластики на поверхности бака
батареи, её крышки не должно быть сколов, трещин, следов подтекания
электролита, некоторые повреждение можно устранить без разборки аккумуляторной
батареи. Если имеется трещина в заливочной мастике, то удаляют старую мастику
специальным электропаяльником нагретой до 180-200С металлической лопаткой.
Перед заливом новой мастики ее рекомендуется разогреть до 170-180С, после чего
залить в щель между стенками аккумуляторного бака и крышками и зачет сгладить
электропаяльником или нагретой металлической лопаткой, старую мастику можно
использовать повторно. При износе, других повреждении, выводов батареи их
наплавляют для чего переменяют специальные кокали причем для положительного и
отрицательного выводов разных размеров. После наплавки на выводах
выбивают знаки «+», «-». Перед разборкой аккумуляторную батарею
разрежают. Разбивают аккумуляторную батарею последовательно.
Удаляют нагретой лопаткой
мастику, извлекают элементы и дают стечь электролиту. Если поврежден один
элемент, то ножовочным полотном распиливают межэлементные соединения и вынимают
их бака, блок пластин или поврежденную крышку при отсутствии меж элементных соединении
специальной трубчатой фрезой делают вокруг полюсных штырей кольцевые вырезы и
снимают меж элементные соединения которые можно использовать при последующей
сборке батареи.Ремонт аккумулятора заключается главным образом в замене
негодных пластин и сепараторов. При ремонте не рекомендуется применять новые
пластины, а использовать бывшие в эксплуатации но годные пластины того же
размера, взятые из других разобранных батарей. При сборке аккумуляторной
батареи соблюдать чередование полярности элементов. Установив под пластинами
предохранительные щитки, уплотняют места стыков крышек с баком асбестовым
шнуром и устанавливают крышки. Для заполнения высверленных при разборке
отверстий наплавляют свинец из присадочного притка. После окончания пайки
зачищаем напильником поверхность межэлементных соединении. После окончания
ремонта батарею из ремонта подвергают контрольному разряду после чего вновь его
заряжают
Генераторы переменного тока
Имеют обмотки возбуждения, размещенные на роторе, а также фазные обмотки
статора.
Обмотки могут иметь обрыв в цепи; повреждение или обгорание изоляции, что
приводит к замыканию обмоток на массу ротора или статора либо к витковому
замыканию. Обрыв определяют омметром или контрольной лампой. Проводку в местах
обрыва защищают, облуживают, скручивают, припаивают, обматывают
хлопчатобумажной лентой, пропитывают лаком и просушивают.
При наличии обрыва обмоток омметр показывает большое сопротивление, при
замыкании обмоток на железо ротора (статора) – малое. У обмоток, имеющих витковое
замыкание, сопротивление будет меньше, чем у исправных. Витковое замыкание
обмоток можно определить с помощью индукционного прибора типа Э202, а для
определения виткового замыкания обмоток статора можно использовать дефектоскоп
ПДО-1.
Поврежденную наружную изоляцию обмоток возбуждения удаляют и накладывают
новую из хлопчатобумажной ленты, после этого пропитывают лаком (МЛ-92) и
просушивают сначала на воздухе, а затем при температуре 100…125 0С
(в сушильном шкафу) в течение 8…16 ч.
Обмотки, имеющие витковое
замыкание, заменяют. У генераторов, где выводы обмотки возбуждения присоединены
к контактным кольцам, последние промывают бензином или зачищают абразивной
бумагой. При значительном неравномерном износе кольца протачивают, но
уменьшение диаметра кольца допускается не более чем на 1 мм.
Изношенные щетки контактных
колец заменяют. У генераторов возможны также механические неисправности. Износ
посадочных мест под подшипники устраняют электроимпульсным наращиванием или
посадкой подшипников на клей.
Сорванную резьбу на конце
обтачивают и нарезают резьбу уменьшенного размера.
Изношенные гнезда в крышках
восстанавливают расточкой с последующей запрессовкой стальных колец, которые
затем растачивают на нормальный размер в сборе с крышкой или постановкой
обработанных колец на клее.
Допустимое биение ротора
0,15…0,25 мкм.
Генераторы постоянного тока
Данные генераторы имеют
полюсные обмотки на полюсах корпуса, а также якоря с обмотками и коллектором
вместо ротора.
Полюсные обмотки имеют
неисправности и способы их обнаружения и ремонта такие же, как у обмоток
возбуждения генераторов переменного тока
Обмотки якоря могут иметь
обрывы, которые можно обнаружить прибором Э202 с помощью амперметра, показания
которого при обрыве уменьшаются или становятся равными нулю.
Замыкание обмоток на железо
якоря можно обнаружить контрольной лампой, которая будет гореть при соединении
(через лампу) железа якоря и пластин коллектора.
Витковое замыкание в
обмотках якоря определяют индукционным прибором Э202 или дефектоскопом ПДО-1.
Коллектор при окислении и
обгорании периодически прошлифовывают мелкой стеклянной бумагой. Периодически,
при изнашивании пластин коллектора, следует проводить углубление изоляции между
пластинами на 0,5…0,8 мм специальной ножовкой или фрезой настольного станка для
обработки коллектора (например, модели 2155).
Для восстановления
правильной формы коллектор обтачивают до выведения следов износа, но не более 4
мм по диаметру, шлифуют стеклянной шкуркой и углубляют изоляцию между
пластинами.
Радиальный зазор (зазор на
сторону) между полосами и якорем (ротором) должен быть в пределах 0,2…0,5 мм.
Щетки должны прилегать к коллектору не менее, чем на своей длины с усилием 6…9 Н.
При испытании на стенде
(например, КИ-968) ток, потребляемый генератором постоянного тока, не должен
превышать величины, указанной в технических требованиях. Генераторы переменного
тока такому испытанию не подвергают.
Основное испытание
проводится в режиме генератора и состоит в определении минимальной частоты
вращения ротора (якоря), при которой генератор дает номинальное напряжение в
холостую, без нагрузки, и при токе, соответствующем полной (номинальной)
нагрузке.
Ремонт и испытание реле-регуляторов
Составные части
реле-регуляторов: реле обратного тока (у вибрационных реле-регуляторов), реле
напряжения, ограничитель тока и реле защиты (у контактно-транзисторных
реле-регуляторов) имеют аналогичные неисправности и технологию ремонта.
Осмотром определяют
состояние контактов, совпадение их осей, заедание и люфт якорей, прочность
крепления стоек, сердечников и т. п.
Выявленные неисправности
устраняют подтяжкой винтов крепления, переклепкой и правкой стоек, якорей и т.
п. Обгоревшие контакты зачищают абразивной бумагой или надфилем, а при высоте
контактов менее 0,3 мм их заменяют (переклепывают).
Поврежденное сопротивление
(после измерения омметром) заменяют. Обрывы в цепях устраняют пайкой.
Поврежденную изоляцию обмоток исправляют или заменяют. Обмотки с витковым
замыканием заменяют.
Для обнаружения
неисправности обмоток используют контрольную лампу при напряжении 220 В и
омметр.
Проверяют и регулируют
зазоры между сердечниками и якорями и между контактами. Зазор между контактами
регулируют отгибанием ограничителя отхода якоря, а зазор между якорем и
сердечником –перемещением стойки с контактами.
Например, у реле напряжения
контактно-транзисторного реле-регулятора РР-362Б зазор между якорем и
сердечником при разомкнутых контактах должен быть 1,4…1,5 мм, а между
контактами – 0,2…0,3мм. У реле защиты эти зазоры соответственно равны 0,7…0,8
мм и 0,5…0,6 мм.
Реле-регулятор проверяют в
комплекте с генератором, аккумуляторной батарей, реостатом, амперметром и
вольтметром.
При несоответствии
техническим требованиям какой-либо из составных частей реле-регулятора проводят
регулировку, изменяя натяжение пружины якоря или пружины реле (у контактно-транзисторных)
реле-регуляторов.
Проверка полупроводниковых приборов
Неисправности
полупроводниковых приборов: отсутствие (нарушение) контакта в переходах; пробой
перехода.
При проверке диодов
(выпрямителей переменного тока) измеряют сопротивление перехода в прямом и
обратном направлениях с помощью омметра, переключая его выводы. В обратном
направлении (против острия треугольника) сопротивление большое – десятки и
сотни килоОМ. Небольшое сопротивление а обоих направлениях (десятки, сотни Ом)
говорит о пробое перехода, а очень большое – о нарушении контакта.
Исправность диода может
быть проверена электрической лампочкой с источником тока и переключателем
полярности. При исправном диоде лампа будет гореть только в одном из положений
переключателя.
Выпрямитель в сборе может
быть проверен измерением величины обратного тока, например для селенового
выпрямителя В150 (трактор К-700) при испытании током напряжением 24 В величина
обратного тока не должна превышать 2А.
Проверка транзистора
(полупроводника для усиления, генерирования, преобразования электрических
колебаний) может быть проведена аналогично проверке диода. В первую очередь
проверяют переход и эмиттер-коллектор, так как по нему проходит основной
(рабочий) ток, значительно больший, чем по другим переходам. Эмиттер
предназначен для инжекций (ускорения) носителей заряда; коллектор – область
транзистора, в которой собирается бόльшая часть носителей заряда.
Ремонт и проверка стартеров
Неисправности стартеров
(как механические, так и электрические) и способы их устранения аналогичны
рассмотренным неисправностям и способам устранения у генераторов.
Особенностью стартеров
является наличие у них механизма передачи движения (момента) на зубчатый венец
маховика двигателя.
Муфту холостого хода
механизма привода проверяют на пробуксовку, проворачивая шестерню привода
относительно шлицевой втулки при помощи динамометрического рычага. При этом в
одном направлении шестерня должна проворачиваться при моменте, превышающем не
менее чем в 2,5 раза номинальный крутящий момент стартера при полном
торможении, а в другом направлении – свободно.
Механизм привода проверяют
после сборки стартера. При повороте рукой шестерни привода по направлению
вращения якоря стартера якорь не должен трогаться с места. Муфта привода должна
свободно возвращаться в первоначальное положение под действием возвратной
пружины рычага привода.
Контактные болты включателя
стартера зачищают или при значительном подгорании опиливают.
Несовпадение плоскостей
основных контактов допускается не более 0,2 мм.
Испытание стартера после
ремонта проводят на стенде в двух режимах: холостого хода и полного торможения.
При испытании стартера в режиме холостого хода замеряют напряжение,
потребляемый ток и частоту вращения. В режиме полного торможения определяют крутящий
момент, напряжение и ток.
Несоответствие величины крутящего
момента техническим требованиям конкретного стартера будет свидетельствовать о
неисправностях в электромагнитной системе стартера.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
контрольно-измерительных приборов
К основным
неисправностям с п и д о м е т р а относят неправильное
показание скорости движения автомобиля из-за разрегулирови скоростного узла,
колебание стрелки спидометра, заедание барабанчиков счетного узла. Перед
устранением этих неисправностей необходимо проверить исправность гибкого вала
привода спидометра: не ослабло ли крепление, гаек, соединяющих гибкий вал со
спидометром и с коробкой передач, и не оборван ли трос. В случае обрыва троса
необходимо установить причины обрыва. Одной из причин обрыва троса может быть
заедание в спидометре. Для проверки этого присоединяют конец гибкого вала к
спидометру и медленно проворачивают рукой свободный конец троса. При этом не
должно быть никаких заеданий и стрелка спидометра не должна отходить от
нулевого деления. При резком проворачивании троса в рабочем направлении стрелка
должна резко отклониться от нулевого деления, затем свободно вернуться обратно.
Колебание
стрелки спидометра возникает вследствие неправильного монтажа гибкого вала
(плохое закрепление, изгибы с радиусом менее
150 мм),
недостаточного количества смазки внутри оболочки гибкого вала и отсутствия
продольного перемещения троса внутри оболочки при затянутой до отказа гайке
крепления гибкого вала к спидометру. Отсутствие продольного перемещения троса
вала объясняется попаданием грязи в отверстие валика спидометра.
Учитывая
большое разнообразие конструкций и назначений. контрольно-измерительных
приборов, ниже в качестве примера приведены основные неисправности м а г н и т
о э л е к т р и ч е с к и х указателей температуры: нарушение герметичности
баллона датчика из-за чрезмерных усилий, прикладываемых к гайке датчика при его
монтаже на двигателе; в этом случае вода, попадая внутрь датчика, выводит из \
строя терморезистор; нарушение стабильности характеристик терморезистора
происходит чаще всего вследствие значительных и перегревов терморезистора в
процессе эксплуатации, например работа двигателя без охлаждающей жидкости;
смещение стрелки приемника на оси магнита из-за вибраций или ударов; обрыв
провода внутри приемника.
Техническое обслуживание.
При
обнаружении неисправностей датчика или приемника рекомендуется заменить их
исправными, а не подвергать ремонту, так как конструкция приемника и датчика
неразборная и ремонту в эксплуатации не подлежит
Проверку
исправности магнитоэлектрических указателей температуры рекомендуется проводить
при 200С в определенной последовательности, для чего датчик и приемник должны
быть сняты с автомобиля.
Приемник
устанавливают в приспособление в рабочем положении. датчик помещают в
специальную герметичную ванну с
водой,
закрытую пробкой от автомобильного радиатора, которая
дает
возможность повышать температуру воды выше 100 0 С.
Датчики
указателей, предназначенные для замера температуры охлаждающей жидкости,
проверяют только в воде, так как при нагреве в масле и отсутствии интенсивного
его перемешивания увеличиваются погрешности измерения в результате изменившихся
условий теплопередачи.
Датчики
указателей, предназначенные для замера температуры, масла, проверяют в масляной
ванне.
Схема
включения комплекта приемника и датчика для проверки изображена. Напряжение,
подводимое к прибору равно 14 или 28 В (соответственно для приборов с
номинальным напряжением 12 и 24 В) Водяная или масляная ванна должна медленно
подогреваться.
Показания
приемника указателя сравнивают с показаниям контрольного ртутного термометра,
установленного в ванне.
Цена деления
контрольного ртутного термометра в этом случае должна быть не более 0,5 0 С.
На каждой
контрольной отметке шкалы перед отсчетом показаний должна производиться
выдержка не менее 2 мин. Приемник, и датчик исправны, если погрешность не
превышает данных, приведенных ниже:
Проверяемые
точки шкалы 40 80 100 110 120
приемника, 0С
Допускаемая
погрешность, 0С 8 5 5 6 6
В случае
увеличенной погрешности необходимо проверить приемник и датчик указателя
температуры отдельно
Проверку
приемника указателя
осуществляют ё, помощью контрольного реостата или магазина сопротивления
включенного в цепь приемника вместо датчика при температуре окружающей среды
+(205)0 С и напряжений 14 и 28 В
Перед проверкой
показаний приемник выдерживают во включенном состоянии на предельной отметке
110 или 120 0С в течение 2 мин. При этом фиксируют значение
сопротивления контрольного реостата,
Показания
приемника удовлетворены, если контрольные положения стрелки соответствуют
следующим значениям сопротивления контрольного реостата:
Проверяемые
точки 40 80 100 110 120
шкалы
приемника, 0 С
Сопротивление,
Ом 320—440 128—142 82—91 66—74 55—62
Погрешность
приемника определяется разностью между показаниями приемника и контрольного
ртутного термометра. Приемник можно считать исправным, если его погрешности не
выходят за указанные выше пределы при проверке приемника с датчиком.
Проверка
заключается в определении сопротивления датчика в комплекте с эталонным
приемником при контрольных температурах. Такая проверка может быть вьшолнена с
помощью амперметра и вольтметра. Применяемый при этом испытании вольтметр
должен иметь класс точности не ниже 0,5. Сопротивление датчика не должно
выходить за указанные ниже пределы:
Контрольные 40 60 80 100 120
температуры, 0С
Сопротивление, Ом 318 - 418 194
-234 124 – 144 80 - 92 54 – 62
Приборы и стенды для проверки
электрооборудования автомобилей
Все
выпускаемые отечественной промышленностью контрольно- испытательные стенды и
приборы для проверки технического состояния и регулировки электрооборудования
автомобиля можно разделить на две группы:
·
стационарные
стенды, служащие для проверки и регулировки приборов, снятых с автомобиля;
·
приборы для
проверки и регулировки электрооборудования непосредственно на автомобиле.
К
стационарным стендам относят стенд 532-2М (рис. 9) позволяющий осуществлять
контроль технического состояния автомобильных генераторов, реле-регуляторов,
реле-прерывателей, указателей поворота, изоляции проверяемого
электрооборудования, сопротивление резисторов, выпрямителей и транзисторов,
входящих в схемы электрооборудования. Конструкция стенда предусматривает
воспроизведение рабочих режимов проверяемого электрооборудования и одновременно
контроль за их работой с помощью измерительных приборов. Пределы регулирования частоты
вращения 500—5000 и 1000—100000 мин-1. Масса стенда не более 350 кг.
Рис. 9 . Стенд 532-2М для контроля
технического состояния и регулирования приборов электрооборудования
А н а л и з
а т о р д в и г а т е л я К-461 (рис. 10) предназначен для проверки
электрооборудования и оценки работы цилиндров карбюраторных двигателей
автомобилей. Стенд состоит из осциллографа и устройств для измерения угла
опережения зажигания, угла замкнутого состояния контактов прерывателя,
напряжения, сопротивления, частоты вращения.
С помощью
осциллографа осуществляют измерение синхронизма искрообразования, вторичного
напряжения системы зажигания и
наблюдения
электрических процессов первичного напряжения с наложением и разверткой
цилиндров по вертикали, вторичного напряжения с наложением и разверткой
цилиндров по вертикали и по горизонтали; напряжение генератора. Масса стенда
110 кг Сравнение типовой осциллограммы с осциллограммой, наблюдаемой на экране,
дает возможность быстро определить общее состояние системы зажигания и
неисправности отдельных ее элементов.
Рис. 10 Анализатор двигателя К-461
Для проверки
электрооборудования непосредственно на автомобиле выпускается переносный прибор
Э-214 (рис. 11). Прибор позволяет проверить аккумуляторные батареи, генераторы,
реле-регуляторы, стартеры, прерыватели - распределители, катушки зажигания и
состояние изоляции цепей высокого напряжения
Кроме
указанных, промышленность выпускает переносный
прибор для
проверки прерывателей—распределителей Э-213. Выпускается комплект приборов для
очистки и проверки свечей зажигания
Э-203;
автотестер К-484 для проверки электрооборудования и оценки
работы
цилиндров карбюраторных двигателей автомобилей и др.
Контрольно –
измерительные приборы проверяют на переносном приборе Э – 204, спидометры и
тахометры проверяют на специальных контрольных стендах.
Изучить: 1. Ремонт
аккумуляторной батареи.
2. Ремонт стартера и генератора.
3. Ремонт контрольно измерительных приборов.
31.01.2022
28.01.2022 группа: 206
Предмет: Устройство, техническое обслуживание и ремонт автомобилей.
Тема урока: Определение технического состояния водяного насоса двигателя ЗИЛ-130.
Ремонт водяного насоса (помпы) ЗИЛ-130
В случае возникновения течи
водяного насоса на автомобиле ЗИЛ-130 возможно осуществить его ремонт
использовав ремонтный комплект.
Для этого необходимо осуществить демонтаж помпы с блока двигателя. Для
этого необходимо на остановленном двигателе освободить шкив водяного насоса от
ремней и вывернуть 4 болта крепления насоса к корпусу двигателя. После снятия
очистите насос от загрязнений. Далее можно произвести разборку водяного насоса.

1. Вентилятор
2. Трехручьевой шкив ступица
3. Втулка
4. Упорное кольцо
5. Шарикоподшипники
6. Дистанционная втулка
7. Валик
8. Крыльчатка
9. Прокладка
10. Корпус крыльчатки
11. Прилив
12. Подводящий патрубок
13. Корпус подшипников
14. Резиновая манжета
15. Шайба
16. Обойма

Разборка водяного насоса ЗИЛ-130
- Вывернуть
болты из ступицы шкива вентилятора (гаечный ключ 12 мм), снять вентилятор
и трехручейный шкив.
- Отвернуть
гайку крепления ступицы (гаечный ключ 19 мм) и с помощью лапного съемника
снять ступицу
- Отвернуть
гайку со шпилек корпуса крыльчатки (гаечный ключ 13 мм) и снять корпус
подшипников
- Вывернуть
болт крепления крыльчатки (гаечный ключ 19 мм) из вала насоса и
посредством съемника снять крыльчатку
- Извлечь
из гнезда детали сальникового уплотнения
- Круглогубцами
достать стопорное кольцо из корпуса насоса
- Закрепить
корпус в тиски и при помощи деревянной выколотки выпрессовать вал насоса с
подшипниками
- Продефектовать
снятые детали
Дефектовка
В водяном насосе номинальный размер отверстия под передний подшипник
46,992—47,018 мм, а под задний подшипник 39,980—40,007 мм. С увеличением
диаметра переднего отверстия более 47,05 мм, а заднего более 40,04 мм корпус насоса
должен быть заменен.
При необходимости корпус насоса может быть отремонтирован путем расточки
отверстий в корпусе и постановки втулок с последующей подгонкой внутреннего
диаметра втулок под номинальный размер.
Вал водяного насоса имеет диаметр 17,012—17,030 мм. При
износе вала до диаметра менее 17,00 мм вал необходимо заменить новым. Изгиб
вала допускается 0,03 мм, не более. Ширина шпоночной канавки должна быть
3,945—3,990 мм, при увеличении ширины канавки до размера более 4,02 мм вал
необходимо заменить новым.
Трещины и сколы на крыльчатке не
допускаются. Диаметр отверстия под вал крыльчатки имеет размер в пределах
16,965—17,000 мм. Посадка крыльчатки на вал производится с натягом 0,065 мм или
с зазором 0,08 мм с последующим закреплением шпилькой.
Сборка водяного насоса ЗИЛ-130
- Напрессовать
на вал подшипники, вставив между ними распорную втулку. Надеть на вал
водосбрасывающую шайбу и закрепить ее пружинным кольцом.
Если вы используете ремкомплект где вал уже с подшипниками в сборе, то можете сразу перейти к следующему шагу. - При
помощи круглогубцев установить стопорное кольцо в корпус насоса
- Вставить
в гнездо крыльчатки уплотнитель в сборе, упорную текстолитовую шайбу,
смазав ее торцовые поверхности тонким слоем графитной смазки, закрепить их
обоймой, напрессовав ее при помощи оправки
- Запрессовать
вал с подшипниками в корпус насоса
- Вставить
в паз корпуса упорное стопорное кольцо переднего подшипника, установить в
паз шпонку, надеть на вал разрезную конусную втулку, установить на втулку
ступицу, закрепить ее гайкой с плоской шайбой и зашплинтовать. Момент затяжки
гайки должен быть в пределах 8,5—10,0 кГм.
- Установить
крыльчатку на вал, слегка постукивая молотком, и закрепить ее болтом с
упорной шайбой.
- Установить
с прокладкой корпус подшипников на шпильки корпуса насоса и закрепить
его гайками.
- Шпильки
рекомендуется при замене ввертывать в корпус с суриком или резиловой
смолой.
- Надеть
на ступицу шкив и вентилятор и закрепить надежно их болтами с пружинными
шайбами.
Сборка водяного насоса двигателя ЗИЛ-131 производится так же, как насоса
двигателя ЗИЛ-130. Но перед установкой шкива вентилятора на вал насоса надо
вставить в его полость подшипники с распорной втулкой и закрепить их
стопорным кольцом, после чего посадить шкив с подшипниками на вал насоса и
закрепить его в сборе с вентилятором.
В связи с введением в конструкцию двигателя отводной магистрали и
нарушением взаимозаменяемости узлов системы охлаждения двигателя заводом
выпускается комплект деталей под номером 130-1300053, предназначенный для
модернизации двигателей ЗИЛ-130 и ЗИЛ-131, выпущенных ранее. Комплект включает
следующие детали: насос водяной с пробками в сборе; выпускной патрубок с
термостатом в сборе; перепускной шланг от патрубка к водяному насосу; отводной
шланг от патрубка к радиатору; распорную пружину отводного шланга; подводной
шланг от радиатора к водяному насосу; распорная пружина подводного шланга;
прокладку патрубка; шпильки Ml0Х Х1Х25 крепления патрубка; гайки М10Х1; шайбы
пружинные диаметром 10 мм; шайбы диаметром 10,2 мм; хомуты перепускного
шланга; винты хомута М5Х25; гайки М5.
С нюня 1965
г. для водяных насосов двигателя ЗИЛ-130 внедрен термически обработанный валик
насоса, у которого резьбовая часть вала пол гайку крепления шкива вентилятора
имеет диаметр 14 мм (вместо 12 мм). Одновременно изменены размеры паза под
шпонку крепления ступицы вентилятора и соответственно изменена ступица.
На
автомобили ЗИЛ-130, выпущенные до июня 1965 г., новые валики насоса могут
устанавливаться в комплекте со ступицей вентилятора, гайкой, шайбой, шпонкой и
конусной втулкой как комплект под номером 130-1307021.
Перед
установкой насоса на блок двигателя, место соприкосновения корпуса помпы с
блоком цилиндров необходимо зачистить и обезжирить. Необходимо использовать
новую прокладку, можно применить тонкий слой герметика в местах прилегания
насоса к блоку двигателя.
После того
как все процедуры по установке водяного насоса выполнены, вы можете установить
ремни. Необходимую натяжку вы можете осуществить руководствуясь схемой ниже :

Изучить: 1. Порядок разборки
водяного насоса ЗИЛ-130.
2. Процесс дефектовки.
3. Сборка водяного насоса ЗИЛ-130.


Комментариев нет:
Отправить комментарий