группа: 403
Предмет: Основы технологии сварки и сварочное оборудование.
Тема урока: Зона термического влияния: понятие ширина зоны, особенности зоны термического влияния при газовой сварке.
Термический
цикл сварки и структура сварного соединения
При сварке плавлением в результате нагрева в
околошовной зоне протекают следующие процессы: фазовая перекристаллизация; рост
зерна; гомогенизация высокотемпературной фазы и ее превращение при охлаждении.
Фазовая перекристаллизация - это переход перлита и феррита в аустенит.
Например; чем выше температура конца превращения перлита и феррита в аустенит,
тем мельче начальное зерно аустенита. Если сталь легирована карбидообразующими
элементами, то рост зерна аустенита начинается при более высоких температурах.
При этом следует сказать, что рост зерна не заканчивается при нагреве, а
продолжает расти и при охлаждении, но уже менее интенсивно.
Гомогенизацией называется процесс создания однородной структуры
в сплавах в результате ликвидации концентрационных, микронеоднородностей,
образующихся в сплавах при кристаллизации. Степень гомогенизации аустенита
зависит от параметров термического цикла сварки. При ручной дуговой сварке
стали небольшой толщины (до 10 мм), несмотря на высокие скорости нагрева,
происходит заметный рост зерна аустенита, но степень его гомогенизации мала.
При сварке углеродистых и низколегированных сталей, не имеющих в своем составе
сильных карбидообразующих элементов, по причине сильного роста зерна
устойчивость аустенита увеличивается.
Таким образом, можно сделать вывод, что при
сварке наблюдаются две противоположные тенденции:
высокая температура околошовной зоны
способствует росту зерна и увеличивает устойчивость аустенита;
быстрый нагрев металла и малое пребывание его
при высокой температуре понижают гомогенизацию и уменьшают устойчивость
аустенита.
При изучении металла сварного шва различают
макро- и микроструктуру. Макроструктура рассматривается невооруженным глазом
или при небольших (до 10-15-кратных) увеличениях. Структура металла,
увеличенная более чем в 60-100 раз, называется микроструктурой.
Макро- и микроструктура бывает первичной и
вторичной. Первичная структура образуется непосредственно в процессе
затвердевания расплава, вторичная - в результате фазовых (термических)
превращений. Сварные швы имеют целый комплекс структур наплавленного металла и
металла, который в процессе сварки подвергался нагреву. Рассмотрим различные
участки структуры сварного шва (рис. 75).

Участок наплавленного металла (шва) имеет столбчатое строение. Столбчатые
кристаллиты от переходной зоны между участком неполного расплавления и
наплавленным металлом направлены в глубь шва. Кристаллит состоит из отдельных
дендритов, имеющих общую направленность, которые иногда могут иметь и различную
разветвленность. В корне шва, ближе к переходной зоне, составляющие столбчатый
кристаллит дендриты разветвлены минимально.
На участке неполного расплавления первичная
структура характеризуется химической неоднородностью. Вторичная структура этого
участка напоминает видманштеттову структуру*. Эта зона невелика и для дуговой
сварки составляет от 0,1 до 0,5 мм.
На участке перегрева может
образоваться крупнозернистая структура, которая придает металлу наименьшую
пластичность и ударную вязкость. Чтобы уменьшить протяженность участка
перегрева, следует увеличить скорость сварки или выполнить сварку за несколько
проходов. Ширина зоны участка перегрева иногда достигает 3-4 мм.
Участок нормализации характеризуется мелкозернистым строением
металла. В зависимости от размеров швов ширина участка нормализации колеблется
от 0,2 до 4-5 мм.
На участке неполной перекристаллизации не
все зерна основного металла подвергаются перекристаллизации. Ширина этой зоны
от 0,1 до 5 мм.
Рекристаллизационный участок появляется при сварке пластических
деформированных сталей, ширина этого участка составляет 0,1-1,5 мм.
Участок синеломкости расположен за участком рекристаллизации.
Структура металла здесь не отличается от исходной структуры. На этом участке
температура нагрева достигает 200-400°С.
Для оценки качества сварного соединения
исследуют его макро- и микроструктуру. Для определения макроструктуры сварного
соединения по его поперечному сечению вырезается образец, поверхность которого
проходит травление. После травления на поверхности шва выступают его слои.
Дефекты в шве (поры, трещины, неметаллические включения) видны, как правило,
без лупы. На этом же образце под микроскопом рассматривают его микроструктуру
при 100-кратном и более увеличениях. Чем меньше микроструктура, тем лучше
качество сварного шва.
Макро- и микроструктуры сварных швов исследуют в
том случае, если оно оговорено в технических условиях на сборку и сварку того
или иного изделия.
Изучить:
1. Каковы особенности кристаллизации металла
шва?
2. Каковы структурные особенности строения сварного
соединения?
3. Чем можно объяснить причины образования холодных и
горячих трещин в металле сварного соединения?
группа: 403
Предмет: Основы технологии сварки и сварочное оборудование.
Тема урока: Кристаллизация металла шва: механизм кристаллизации, влияние скорости сварки, примесей, вибраций на характер кристаллизации.
Кристаллизация металла шва.
Кристаллизация
- это процесс образования зерен (кристаллитов) металла при его охлаждении.
Кристаллитом называют кристалл неправильной формы. Возникновение и рост
кристаллитов при переходе металла из жидкого состояния в твердое называют
первичной кристаллизацией. Преобразование первичных кристаллитов при охлаждении
затвердевшего металла, структурные превращения в нем, называют вторичной
кристаллизацией.
Сварочная ванна
Объем
расплавленного металла, образующийся при сварке плавлением под воздействием
источника тепла, называют сварочной ванной. Различают сварочную ванну первого
типа, образующуюся, например, при дуговой или газопламенной сварке, и второго
типа, образующуюся при электрошлаковой сварке. Рассмотрим подробнее сварочную
ванну первого типа, поскольку она встречается чаще (рис. 1).
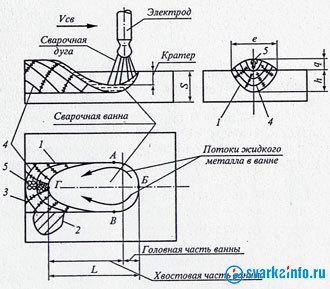
Рис. 1.
Схема образования шва при дуговой сварке:
1 - линия (зона) сплавления; 2 - частично оплавленные зерна основного металла;
3 - столбчатые кристаллиты; 4 - кристаллизационные слои; 5 - автономные
неориентированные кристаллиты; S - толщина свариваемой кромки; h - глубина
проплавления; е - ширина шва; q - высота усиления шва
В головной
части ванны на линии АБВ (на фронте плавления) происходит плавление основного
металла. Под действием давления дуги, потоков газа, реакции паров металла,
конвекции, возникающей из-за неравномерного нагрева, жидкий металл под
источником тепла (под сварочной дугой) оттесняется, постоянно перемещаясь в
хвостовую часть ванны. В нем образуется углубление-кратер, которым определяется
глубина проплавления h. В хвостовой части ванны металл охлаждается и на задней
границе ванны (на линии АГВ), которую называют фронтом затвердевания,
кристаллизуется. Электродный или присадочный металл, расплавляясь,
перемешивается в сварочной ванне с основным металлом и обеспечивает усиление q
сварного шва. Между металлом шва и основным металлом свариваемой детали
образуется четкая граница 1, которую называют зоной сплавления,
или, при малой ее ширине, линией сплавления.
Размеры и
параметры сварочной ванны зависят от тепловой мощности источника тепла,
скорости сварки и теплофизических свойств свариваемого и электродного
материалов. Длину ванны при дуговой сварке можно определить по формуле
L = k(UI)2/(Vсвδ2),
где к = 2,8...3,6 мм/(кВ*А); U - напряжение на дуге, В; I - сила сварочного
тока, А; δ - толщина свариваемых кромок, мм.
Длительность
пребывания сварочной ванны в жидком состоянии рассчитывают как отношение длины
сварочной ванны L к скорости сварки Vсв:
tж =
L/ Vсв.
Ширина
сварочной ванны определяет ширину шва е, которая характеризует форму шва.
Коэффициент формы шва ψ приближенно находят как отношение ширины шва к глубине
проплавления:
ψ=e/h.
Первичная кристаллизация металла
сварочной ванны
Процесс
кристаллизации металла состоит из трех стадий. Это переохлаждение жидкого
металла, образование центров кристаллизации и рост кристаллитов от этих центров.
Переохлаждение — это охлаждение жидкого
металла до температуры ниже температуры его плавления. От наличия
переохлаждения зависит вторая стадия процесса кристаллизации: образование
центров кристаллизации, зародышей будущих кристаллитов. Атомы расплавленного
металла не могут самопроизвольно сложиться в кристаллиты. Необходимо, чтобы в
расплаве была готовая твердая поверхность, на которой будут откладываться атомы
из жидкого металла, нужны твердые зародыши будущих кристаллитов - центры
кристаллизации.
Расплав
чистых металлов имеет однородный (гомогенный) состав, в нем нет примесей и
посторонних включений. Если такой расплав охлаждать, то его переохлаждение
будет увеличиваться до критического значения. Например, для железа это на
295 0С, для меди на 263 0С, для алюминия на
135 0С ниже температуры плавления. При таком переохлаждении в
жидкости начинают создаваться устойчивые группировки атомов, некоторые из
которых становятся центрами кристаллизации. Такие зародыши образуются сразу во
всем объеме жидкости, кристаллиты растут на них во всех направлениях, мешая
друг другу. Получается мелкозернистая однородная структура с хорошими
механическими свойствами.
Однако при
сварке гомогенного расплава не бывает. Металл сварочной ванны неоднородный
(гетерогенный). В нем могут быть не полностью расплавившиеся частицы основного,
присадочного или легирующих материалов, он контактирует по границам ванны с
частично оплавленными зернами основного металла. Эти твердые поверхности при
сварке являются гетерогенными зародышами кристаллитов. Такие зародыши можно
создавать искусственно, например вводя в сварочную ванну порошки
элементов-модификаторов. Более тугоплавкие частицы этих элементов, находясь в
металле ванны во взвешенном состоянии, служат центрами кристаллизации, что
измельчает структуру шва и улучшает его свойства. При сварке стали
модифицировать металл шва можно, вводя в хвостовую часть ванны железные опилки.
Кристаллиты
в сварочной ванне начинают расти на оплавленной поверхности зерен основного
металла. Они растут по направлению максимального теплоотвода от жидкого металла
перпендикулярно касательной к фронту затвердевания - к линии АГВ (см. рис. 1).
Такие кристаллиты называют столбчатыми. Скорость роста столбчатого кристаллита
зависит от величины переохлаждения перед его вершиной. У линии сплавления 1 в
точках А и В нагрев и охлаждение одинаковы, переохлаждения не возникает,
скорость роста кристаллита Vk = 0.
В точке Г
теплоотвод наибольший, значит, в жидком металле вблизи этой точки возникнет
максимальное переохлаждение и, соответственно, кристаллит здесь будет расти с
максимальной скоростью. Таким образом, скорость роста кристаллита по мере
перемещения его вершины по фронту затвердевания возрастает от нуля до
максимального значения. Но изменение этой скорости происходит немонотонно. Дело
в том, что при затвердевании выделяется скрытая теплота кристаллизации, которая
раньше была затрачена на разрыв связей между частицами твердого металла при его
плавлении. Эта теплота уменьшает переохлаждение и наступает момент, когда рост
кристаллита практически прекращается. Затем переохлаждение вновь увеличивается
- кристаллит вновь начинает расти, ускоряясь.
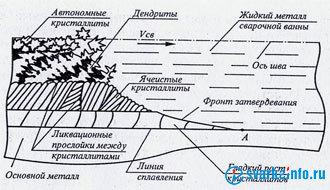
Рис. 2.
Схема кристаллизации металла в сварочной ванне
Процесс
повторяется. Кристаллизация происходит слоями, которые располагаются
параллельно фронту затвердевания. В зависимости от средней скорости
кристаллизации в сварочной ванне могут расти столбчатые кристаллиты трех типов
(рис. 2): гладкие, ячеистые и дендритные (древовидные). У линии сплавления
(вблизи точки А) переохлаждение невелико, скорость кристаллизации мала. Фронт
затвердевания гладкий, на нем нет выступов и впадин. Это гладкий рост
кристаллитов. По мере увеличения переохлаждения на фронте затвердевания
образуются выступы - начинается ячеистый рост. Ячеистые кристаллиты
представляют собой ряд параллельных игл (ячеек), имеющих поперечный размер 10-5...10-6 см,
между ячейками в пределах каждого кристаллита образуются субграницы. По мере
увеличения переохлаждения увеличивается скорость кристаллизации, отдельные
ячейки могут быстро прорастать в расплав в виде игл, образуя стволы (по оси
первого порядка). От них по осям второго порядка растут ветви, на которых могут
быть новые ветви, растущие по осям третьего порядка и т.д. Образуются
древовидные кристаллиты-дендриты, происходит дендритный рост. Вблизи оси шва
перед фронтом затвердевания переохлаждение может быть так велико, что на
имеющихся в расплаве включениях, которые в этом случае будут служить центрами
кристаллизации, начнут расти во всех направлениях неориентированные
кристаллиты. Это автономный рост кристаллитов. Столбчатые кристаллиты
прекращают свой рост, упираясь в закристаллизовавшуюся зону автономного роста.
Легирующие
элементы и примеси в жидком металле в большинстве случаев растворяются лучше,
чем в твердом. Поэтому в процессе кристаллизации происходит ликвация примесей,
они выделяются из раствора и скапливаются по границам гладких и ячеистых
кристаллитов и в пространствах между ветвями дендритов. Образуются ликвационные
прослойки примесей, возникает химическая межкристаллитная и внутрикристаллитная
неоднородность. Таким же образом возникает химическая неоднородность на
границах кристаллизационных слоев.
Металл
ликвационных прослоек более легкоплавок и чаще всего имеет пониженную прочность
и пластичность по сравнению с металлом кристаллитов. Поэтому химическая
неоднородность металла шва ухудшает его механические свойства. Особенно опасно
скопление на границах кристаллитов серы и фосфора. Поскольку примеси ослабляют
в основном границы кристаллитов, возникает различие в свойствах металла шва в
зависимости от направления нагрузки (анизотропия свойств): в направлении
преимущественного роста кристаллитов механические свойства выше, чем в
перпендикулярном направлении.
Наименьшая
химическая неоднородность возникает при гладком росте: примеси вследствие малой
скорости кристаллизации оттесняются фронтом затвердевания, границы между
кристаллитами тонкие. Больше примесей остается на границах кристаллитов и на
субграницах ячеек при ячеистом росте. Наибольшая химическая неоднородность
образуется при дендритном росте. Между автономными кристаллитами также
образуются ликвационные прослойки, но здесь они менее опасны. Эти кристаллиты
не имеют преимущественного направления роста, прослойки равномерно распределены
в затвердевшем металле. Таким образом, наиболее опасны для качества сварного
шва дендритные кристаллиты. Поэтому важно, чтобы первичная структура металла
шва была мелкозернистой с незначительной химической неоднородностью. Этого
можно добиться, вводя в сварочную ванну элементы-модификаторы или твердые
частицы, которые послужат центрами для автономных кристаллитов.
Другой путь
измельчения структуры шва - это физическое воздействие на ванну переменным
электромагнитным полем или ультразвуком. При этом в объеме ванны возникают
колебания, волны горячего металла подмывают растущие столбчатые кристаллиты, их
обломки, не успевая полностью расплавиться, служат новыми центрами
кристаллизации - структура измельчается. Разрушению вершин столбчатых
кристаллитов способствуют механические напряжения в них, возникающие в
результате колебаний металла. При дуговой сварке соленоид, генерирующий
электромагнитное поле, устанавливают над ванной так, чтобы его ось совпадала с
осью электрода, - образуется продольное относительно электрода поле. Ультразвук
вводят в сварочную ванну через тугоплавкий стержень, один конец которого
помещают в жидкий металл хвостовой части сварочной ванны, а второй конец жестко
прикрепляют к концентратору генератора ультразвуковых колебаний. При сварке
плавящимся электродом можно присоединить к концентратору мундштук сварочной
горелки.
Измельчения
структуры можно также добиться механическими низкочастотными колебаниями
сварочной горелки или плавящегося электрода.
Вторичная кристаллизация и строение
сварного соединения
С
затвердеванием металла шва структурные превращения в нем не заканчиваются.
Например, при сварке стали первичные кристаллиты сразу после их образования
состоят из аустенита - твердого раствора углерода и легирующих элементов в
γ-железе, существующего при высоких температурах (750... 1500 0С
). В процессе охлаждения аустенит распадается, превращаясь в зависимости от
состава стали и скорости охлаждения в другие фазы: пластичный феррит, более
прочный перлит и прочный, но малопластичный мартенсит. Скорость охлаждения зоны
сварки обычно велика, и структурные превращения не успевают произойти до конца.
Следовательно, меняя скорость охлаждения сварного соединения, подогревая или
искусственно охлаждая его, можно в некоторых пределах управлять вторичной
кристаллизацией металла шва и его механическими свойствами. Теплота, выделяемая
источником нагрева, при сварке распространяется в основной металл. Его участки
нагреваются до температуры плавления на границе сварочной ванны и имеют
температуру окружающей среды вдали от нее. Это не может не сказаться на
структуре металла. Зону основного металла, в которой в результате нагрева и
охлаждения металла происходят изменения структуры и свойств, называют зоной
термического влияниия (ЗТВ). Каждая точка в ЗТВ в зависимости от расстояния
до оси шва достигает различной максимальной температуры, нагревается и
охлаждается с различными скоростями. Изменение температуры данной точки во
времени называют термическим циклом. Каждая точка ЗТВ имеет при
сварке свой термический цикл. Значит, металл в ЗТВ подвергается в результате
сварки нескольким видам термической обработки. Поэтому в ЗТВ наблюдаются четко
выраженные участки с различной структурой и свойствами.
У каждого
свариваемого материала в ЗТВ будут свои, характерные для этого материала,
структурные участки. Наиболее наглядна эта структурная неоднородность ЗТВ при
сварке плавлением низкоуглеродистой стали (рис. 3). Непосредственно к металлу
шва примыкает участок неполного расплавления 1. Это тонкая (в несколько микрон)
переходная полоска от металла шва к основному металлу, состоящая из частично
оплавленных зерен основного металла. Металл участка неполного расплавления
химически неоднороден, в нем концентрируются напряжения. Этот участок сильно
влияет на свойства соединения в целом. За ним следует участок перегрева 2, В
нем металл нагревается до температуры выше 11300С, зерно успевает
сильно вырасти и при охлаждении не измельчается. Здесь возможно выделение
пластичной фазы - феррита - не по границам зерен, а внутри их в виде иголок или
пластинок. Такая структура называется видманштеттовой. Она обладает
плохими механическими свойствами, в частности низкой ударной вязкостью. Участок
неполного расплавления и участок перегрева вместе называют околошовной
зоной. При температуре 900... 1100 0С образуется участок
нормализации (полной перекристаллизации) с мелкозернистой структурой. В этом
участке длительность пребывания металла при высокой температуре невелика, зерно
не успевает вырасти, а при охлаждении - измельчается. Поэтому металл здесь
имеет самые высокие механические свойства. Участок 4 неполной
перекристаллизации определяется диапазоном температуры 723...900 0С.
Конечная структура на этом участке состоит из крупных зерен, не успевших пройти
перекристаллизацию, и расположенных между ними мелких зерен, образовавшихся при
перекристаллизации. По механическим свойствам металл здесь хуже, чем на участке
нормализации 3, но лучше, чем на участке перегрева. На участке рекристаллизации
5 металл нагревается до температуры 500...723 0С. Структура его
не изменяется, но если сваривался металл, подвергавшийся холодной прокатке, или
легированный металл после термообработки (например, закалки), то на этом
участке восстановится исходная структура металла. При этом несколько уменьшится
прочность, но возрастет пластичность металла.

Рис. 3.
Структура зоны термического влияния при сварке плавлением низкоуглеродистой
стали:
а - распределение максимальной температуры; б — термические циклы точек ЗТВ; в
- структурные участки ЗТВ
На участке
6, нагревающемся до температуры ниже 500 0С, видимых изменений
структуры не происходит. Однако металл здесь охлаждается очень медленно,
подогреваясь от соседних участков, и поэтому вплоть до температуры 100 0С
по границам зерен могут выделяться микроскопические частицы примесей. Это
явление называют старением металла. В результате старения снижается
вязкость, чему также способствуют образующиеся в процессе сварки пластические
деформации металла вследствие его теплового расширения. Охрупчивание металла,
нагревавшегося до температуры, при которой образуются синие цвета побежалости
(200...400 0С ), называют синеломкостью, а участок 6 - участком
синеломкости.
Ширина зоны
термического влияния зависит от количества тепловой энергии, приходящейся на
единицу длины шва, - погонной энергии. При ручной дуговой сварке, например,
стали ширина ЗТВ составляет 5...6 мм, при газопламенной сварке она доходит до
25 мм.
Изучить: 1. Что такое кристаллизация?
2. Что
такое переохлаждение?
3. Вторичная кристаллизация.
группа: 403
Предмет: Основы технологии сварки и сварочное оборудование.
Тема урока: Загрязнение металла шва: вредные примеси, причины их появления, способы их устранения и уменьшения.
Загрязнение
металла шва при сварке
При сварке
плавлением газы поступают в металл шва из воздуха, из основного и присадочного
металла, где они содержатся в растворенном состоянии и в виде поверхностных
пленок, из примесей в защитной атмосфере, из влаги и окислов — компонентов
флюса или электродной обмазки. Растворяются в основном азот и водород. Инертные
газы в металлах не растворяются.
Кислород,
попадая в металл шва, окисляет его. С железом кислород образует три окисла.
Первый получается при непосредственном окислении железа
Это закись
железа. Она хорошо растворяется в жидком железе. Но ее растворимость зависит от
температуры, поэтому при охлаждении сварочной ванны закись железа выпадает из
раствора по границам зерен затвердевающего металла как более легкоплавкий
компонент. Соединяясь с кислородом, закись железа образует окись-закись железа
(окалину)
В железе она
не растворяется. Выпавшая по границам зерен закись железа при охлаждении ниже
температуры 570 °С может непосредственно преобразовываться в окись-закись в
виде шариков
Это нарушает
связь между зернами, металл шва становится хрупким. Из окиси-закиси при
последующем окислении образуется окись железа
В железе она
не растворяется. С водой образует гидрат (ржавчину) Ре203 •
Н20. При нагреве гидратированная влага, разлагаясь, увеличивает
количество газов в сварном шве и может вызвать пористость. Другие металлы,
соединяясь с кислородом, образуют оксиды:
- 2№ + 02 = 2№0 —
закись никеля;
- 2Си + 02 = 2СиО
— оксид меди;
- 4Си + 02 = 2Си20
— закись меди;
Тл + 02 =
ТЮ2 — двуоксид титана;
4А1 + 302 =
2А1203 — оксид алюминия с температурой плавления
2050 °С и плотностью 3,77—4,0 г/см3. Этот оксид создает главную
трудность при сварке алюминия. При температуре сварки он не расплавляется,
затрудняя образование сварочной ванны. Кусочки его образуют в металле шва
включения окисных пленок.
Кислород
засоряет шов оксидами легирующих элементов:
2Мп + 02 =
2М0 — оксид марганца;
+ 02 =
БЮ2 — двуоксид кремния.
Кислород ухудшает
механические свойства сварных швов, понижает их коррозионную стойкость,
ухудшает электрические и магнитные свойства. Уменьшить содержание кислорода в
металле шва можно путем раскисления. Различают два способа раскисления:
диффузионное и раскисление осаждением.
При
раскислении осаждением железо восстанавливают из растворенной закиси железа
элементами, обладающими более высоким химическим сродством к кислороду и
дающими оксид, слабо растворимый в железе (А1, N1, 81, Мп, Сг, С). Эти элементы
вводят через флюс или обмазку в виде порошков или ферросплавов.
Если
обозначить вещества, находящиеся в металлическом расплаве, квадратными, а в
шлаке — круглыми скобками, то типовая реакция раскисления осаждением будет
иметь вид:
Новый оксид
всплывает и переходит в шлак.
Диффузионное
раскисление — это
направленная диффузия оксида из жидкого металла в шлак. Она основана на законе
Нернста, согласно которому соотношение концентраций какого-либо вещества в двух
несмешивающихся растворителях — величина постоянная:
Если в шлак
добавить раскислитель или разбавить его нейтральным компонентом, то
концентрация (МеО) в шлаке уменьшится и начнется диффузия этого окисла из
металла сварочной ванны в шлак.
Азот образует с металлами химические соединения — нитриды:
Медь —
исключение. Она с азотом не реагирует, ее можно сваривать в азоте, как в
инертном газе. С титаном азот реагирует бурно, реакция похожа на горение:
Растворимость
азота в железе уменьшается с понижением температуры.
При
охлаждении сварочной ванны азот, выделяясь из металла, может образовывать поры.
Нитриды железа растворяются в железе, упрочняя его, но при этом резко
уменьшается пластичность металла.
Азот
повышает хрупкость металла шва, ухудшает магнитные свойства сталей, увеличивает
их электросопротивление и чувствительность к термообработке.
Содержание
азота в металле или его вредное влияние можно уменьшить введением в зону сварки
элементов (например, Al, Zr, Ti), образующих с азотом нерастворимые в жидком
металле нитриды, выходящие из металла в шлак или лишь незначительно ухудшающие
его свойства. Например, алюминий, применяемый для раскисления железа, образует
всплывающий из металла в шлак нитрид Al + N = A1N.
Водород
активно растворяется при высокой температуре в большинстве металлов,
применяемых для изготовления сварных конструкций. Но с понижением температуры
растворимость его резко уменьшается, водород начинает выделяться из жидкого
металла, образуя поры. Особенно склонен к водородной пористости алюминий. Его
окисел А1203 образует в металле шва включения, на
твердой поверхности которых легко образуются пузырьки водорода. При сварке
металл шва затвердевает быстро. Образующийся избыток водорода продолжает
выделяться из твердого раствора. Скапливаясь в рыхлотах, микропустотах внутри
металла атомарный водород образует молекулы. При этом увеличивается его объем,
внутри микропустот увеличивается давление: в металле появляются напряжения. В
результате металл становится хрупким, могут возникать трещины даже через
несколько дней после сварки. В малых количествах водород может быть полезен как
раскислитель. В целом водород в зоне сварки вреден. Водород можно удалить из
сварочной ванны, связывая его в нерастворимые соединения, например фтором: [Н]
+ (F) = (HF). Фтористый водород улетучивается из жидкого металла.
Лучший
способ уменьшить количество газов в металле шва — это не допустить их в зону
сварки. Для этого надо улучшать ее защиту от воздуха, просушивать и прокаливать
сварочные материалы, зачищать металл от ржавчины, в рыхлотах которой хорошо
держится влага. Полезна дегазация основного и присадочного металла, сваренных
деталей путем отжига или медленного охлаждения в вакууме.
При дуговой
сварке молекулы водорода и азота, нагреваясь, распадаются в атмосфере дуги на
атомы, часть которых образует положительные ионы. Эти ионы интенсивно
притягиваются к катоду и внедряются в него — происходит электрическое
поглощение газов металлом. Поэтому дуговую сварку ответственных деталей лучше
вести неплавящимся электродом на постоянном токе прямой полярности: в сварочную
ванну будет попадать меньше газов.
Изучить: 1. Причины появления вредных примесей в металле
шва.
2. Диффузное
раскисление.
3. Борьба с появлением вредных примесей в металле шва.
группа: 403
Предмет: Основы технологии сварки и сварочное оборудование.
Тема урока: Процессы окисления, раскисления, рафинирования и легирования металла шва: их сущность, влияние на состав и свойства металла шва.
Окисление и раскисление металла при сварке.
При сварке на воздухе расплавленный металл окисляется
атомарным и ионным свободным или связанным кислородом. Свободным называют
кислород, который получается в зоне дуги из атмосферы воздуха; связанным —
кислород, находящийся в оксиде, например SiО2.
При сварке стали в значительном количестве окисляется железо,
например
[Fe] + (1⁄2 О2) → [FeO], где
квадратными скобками (как принято в теории металлургических процессов)
обозначены вещества в металлическом, а круглыми — в шлаковом расплаве. В
результате реакции получается низший оксид железа — закись железа FeO.
В сварочном расплаве закись железа растворяется в железе
меньше, чем в сталеплавильной печи, что объясняется, прежде всего, малым
промежутком времени, в течение которого происходит окисление и растворение
компонентов при сварке.
При охлаждении сварочной ванны происходит обратное явление:
закись железа (или отрицательные ионы кислорода) выпадают из раствора, так как
их растворимость уменьшается со снижением температуры. Скорость охлаждения
металла в сварочной ванне влияет на количество выпавшей закиси железа из
раствора. При относительно низких скоростях охлаждения закись железа полностью
выпадает из раствора и располагается по границам зерен как более легкоплавкий
компонент, затем при дальнейшем охлаждении ниже 570°С свободная закись железа
преобразуется в более высший оксид железа Fe2О4(4FeО
→ Fe3О4 + Fe) в виде
глобулей (шлаковых шариков), которые нарушают прочную связь между зернами и
вызывают красноломкость металла, а при комнатной температуре — хрупкость.
Кроме оксида железа металл шва засорен и другими оксидами,
образующимися от окисления других элементов, например Mn, Si, С.
Окисление марганца, кремния и углерода свободным кислородом
протекает по формулам:
[Мn] + (1⁄2 О2) →[МnО]
[Si] + (21⁄2 О2) →[SiО2]
[С] + (1⁄2 О2) → [СО]
[СО] + (1⁄2 О2) →[СО2]
Улучшение прочностных свойств стали достигается
восстановительным процессом, называемым раскислением.
Различают осаждающее и диффузионное раскисление.
Сущность осаждающего раскисления сводится к тому, что железо
восстанавливается из растворенной закиси железа металлом, обладающим более высоким
химическим сродством к кислороду и дающим оксид с очень малой растворимостью в
железе. Химическая реакция осаждающего раскисления
[FeO] + (Ме) → [Fe] + (МеО).
Оксид МеО выпадает при охлаждении из раствора в виде
отдельной фазы (шлаковой частицы), всплывает на поверхность сварного шва и
образует совместно с другими оксидами сварочный шлак.
В качестве осаждающих раскислителей при сварке применяют
чистые материалы (С, Аl), ферросплавы (ферромарганец, ферросилиций, ферротитан
и др.), комплексные раскислители (сплавы, содержащие два раскисляющих элемента
и более одновременно).
При подборе раскислителя учитывают его раскислительную
способность. Например, при раскислении большим количеством углерода в процессе
затвердевания расплава в шве могут от раскисления оставаться газы СО и СО2, образуя в швах поры:
[FeO] + (С) → [СО] + [Fe]
[FeO] + [СО] → [СО2] + [Fe]
Чтобы этого не было, нужно иметь остаточного кислорода такое
количество, которое обеспечивало бы кристаллизацию без излишнего количества
газовыделений.
Стремятся также к тому, чтобы продукты раскисления равномерно
распределялись в металле шва.
Содержание азота или его вредное влияние в металле шва можно
снизить при раскислении и введением в металл химических элементов, образующих с
азотом нерастворимые в жидком металле нитриды, которые в лучшем случае
поднимаются из металла шва в сварочный шлак, а в худшем случае — остаются в
металле шва с незначительным ухудшением механических свойств. Например,
алюминий, применяемый для раскисления железа, соединяется со свободным азотом,
образуется нитрид алюминия Аl + N → A1N, который из сварочной ванны удаляется в
шлаковую фазу.
При пользовании несколькими раскислителями подбирают их так,
чтобы продуктами раскисления являлись бы основные, кислотные и амфотерные
оксиды. Эти оксиды, соединяясь между собой, быстрее поднимаются вверх (в
сварочный шлак) и не оказывают вредного влияния.
Сущность диффузионного раскисления состоит в том, что для
удаления закиси железа из металлического расплава пользуются такими сварочными
материалами (покрытием, флюсом, порошком), при плавлении которых образуются
сложной структуры шлаки, восстановительные шлаки. Принципиальная химическая
реакция диффузионного раскисления [FeO] + (SiО2) → (SiО2 ·
FeO).
В качестве минералов для диффузионного раскисления пользуются
такими, в которых содержится малое количество оксидов основного металла.
При сварке сталей раскисление железа и других химических
элементов стали обязательно, так как при существующей технологии в металле шва
кислорода может оказаться больше, чем в свариваемом металле.
Рафинирование
сварного шва.
Вредные примеси. Рафинирование (очистка) — удаление
из металла вредных примесей: газов, серы, фосфора и др. Рафинируют металл с
помощью окислительно-восстановительных реакций, вакуумным отжигом, замедленным
охлаждением сваренных деталей. Хорошие результаты дает введение через
электродное покрытие или флюс веществ (например, рутила TiO2 или плавикового шпата CaF,), растворяющих
вредные примеси или образующих с ними нерастворимые в металле легкоплавкие
соединения, переходящие из сварочной ванны в шлак или в атмосферу.
Наиболее опасными для сталей считаются сера и фосфор,
попадающие в сварочную ванну в виде примесей из шлака, из основного и
присадочного металла.
Сера. Уже при содержании в металле 0,01 % серы в
процессе кристаллизации металла шва из раствора по границам зерен выпадает
легкоплавкий сульфид железа FeS. От растягивающих напряжений при усадке металла
в процессе его охлаждения прослойки, заполненные FeS, разрушаются, образуются
горячие трещины. Таким образом, сера вызывает красноломкость стали — снижение
ее прочности при высокой температуре.
Процессы удаления серы из металла называют десульфурацией (обессериванием).
Серу связывают в сульфиды, плохо растворимые в металле и хорошо — в шлаке (A12S3, MnS),
вводя в шлак чистые элементы (А1, Мп, Са) или их оксиды. При этом хорошо идут в
шлаке одновременно с раскислением следующие реакции:
[FeS] + (Мп) = (MnS) + [Fe]; [FeS] + (CaO) =
(CaS) + [FeO],
Можно также окислять серу, вводя в защитный газ кислород:
[S] + (О2) = (SO2).
Сернистый газ SO2 улетучивается
в атмосферу.
Фосфор. Фосфор образует с железом легкоплавкие
фосфиды Fe2P и Fe3P,
которые так же, как и сульфиды, располагаются в межзеренных прослойках металла
шва. В результате снижается пластичность металла при низких температурах,
увеличивается хладноломкость углеродистых сталей и склонность к трещинам
высоколегированных аустенитных сталей. В металле шва фосфиды преобразуются в
оксид фосфора с одновременным восстановлением железа из оксида:
2Fe2P + 5FeO = Р2О5 + 9Fe.
Окончательно дефосфорацию (обесфосфоривание)
производят с помощью оксидов MnO, MgO, СаО, которые образуют с оксидом фосфора
комплексные соединения, переходящие из металла в шлак:
[Р2О5]
+ (ЗСаО) = ((СаО)3 • Р2О3).
Процесс
легирования металла
Легирование (нем. legieren -- сплавлять, от лат. ligo -- связываю, соединяю) -
введение в расплав или шихту дополнительных элементов (например, в сталь -
хрома, никеля, молибдена, вольфрама, ванадия, ниобия, титана), улучшающих
механические, физические и химические свойства основного материала.
Легирование является обобщающим понятием ряда технологических
процедур, проводимых на различных этапах получения металлического материала с
целями повышения качества металлургической продукции.
Влияние легирующих элементов:
- для улучшения физических, химических, прочностных и технологических
свойств стали легируют, вводя в их состав различные легирующие элементы (хром,
марганец, никель и др.). Стали могут содержать один или несколько легирующих
элементов, которые придают им специальные свойства. Легирующие элементы вводят
в сталь для повышения ее конструкционной прочности.
Основной структурной составляющей в конструкционной стали
является феррит, занимающий в структуре не менее 90% по объему. Растворяясь в
феррите, легирующие элементы упрочняют его. Твердость феррита (в состоянии
после нормализации) наиболее сильно повышают кремний, марганец и никель.
Молибден, вольфрам и хром влияют слабее. Большинство легирующих элементов,
упрочняя феррит и мало влияя на пластичность, снижают его ударную вязкость (за
исключением никеля).
Главное назначение легирования:
- повышение прочности стали без применения термической обработки путем упрочнения феррита, растворением в нем легирующих элементов;
- повышение твердости, прочности и ударной вязкости в результате увеличения устойчивости аустенит и тем самым увеличения прокаливаемости;
- придание стали специальных свойств, из которых для сталей, идущих на изготовление котлов, турбин и вспомогательного оборудования., особое значение имеют жаропрочность и коррозионная стойкость.
Легирующие элементы могут растворяться в феррите или
аустените, образовывать карбиды, давать интерметаллические соединения,
располагаться в виде включений, не взаимодействуя с ферритом и аустенитом, а
также с углеродом. В зависимости от этого, как взаимодействует легирующий
элемент с железом или углеродом, он по-разному влияет на свойства стали. В
феррите в большей или меньшей степени растворяются все элементы. Растворение
легирующих элементов в феррите приводит к упрочнению стали без термической
обработки. При этом твердость и предел прочности возрастают, а ударная вязкость
обычно снижается. Все элементы, растворяющиеся в железе, изменяют устойчивость
феррита и аустенита. Критические точки легированных сталей смещаются в
зависимости от того, какие легирующие элементы и в каких количествах
присутствуют в ней. Поэтому при выборе температур под закалку, нормализацию и
отжиг или отпуск необходимо учитывать смещение критических точек.
Легирование осуществляется с соблюдением двух важных требований :
в качестве раскислителей следует применять элементы ,
сродство которых к кислороду больше, чем сродство легирующего элемента;
наряду с легирующим элементом целесообразно вносить в зону
сварки и его оксид, наличие которого сохраняет легирующий элемент от выгорания;
Принципиально возможно легирование металла как через
металлическую, так и через шлаковую фазу. Легирование через газовую фазу также
возможно, но этот процесс еще мало изучен;
Легирование через металлическую фазу осуществляется введением
легирующего элемента в электродный стержень или присадочную проволоку, а также
за счет проплавления легированного основного металла и перехода соответствующих
элементов в сварочную ванну.
Легирование через шлаковую фазу предполагает введение
легирующих элементов в электродное покрытие или флюсы. Первый путь легирования
(через металлическую фазу) -- более действен, так как при этом потери
легирующего элемента незначительны и коэффициент перехода в металл шва
оказывается достаточно высоким.
Процесс легирования может происходить как в результате прямого растворения
элемента в металле, так и на основе обменных реакций. При этом, естественно,
большую роль играет отношение взаимодействующих между собой масс металла и
шлака, т. е. коэффициент в.
Для оценки степени перехода того или иного элемента в металл
шва служит коэффициент -з перехода или усвоения элемента--
отношение прироста данного легирующего элемента в составе металла шва к
количеству этого элемента, введенного в зону сварки. Пользуясь коэффициентами
перехода, следует помнить, что их значения чрезвычайно зависят от условий, в
которых они определены. Применять их можно только для грубых, ориентировочных
подсчетов.
Большим недостатком показателя з является
то, что он по существу -- величина формальная, так как учитывает только
начальное и конечное состояния системы и совершенно не отражает разнообразных, и
часто весьма сложных, металлургических процессов, протекающих в реакционной
сварочной зоне.
Легирование металла происходит во всех участках зоны сварки,
однако энергичнее и полнее -- в процессе каплеобразования.
Для оценки степени перехода того или иного элемента в металл
шва служит коэффициент перехода легирующего элемента - отношение прироста
данного легирующего элемента в составе металла шва к количеству этого элемента
введенного в зону сварки. Пользуясь коэффициентами перехода следует помнить,
что их значения чрезвычайно зависят от условий, в которых они определены.
Применять их можно только для грубых ориентировочных подсчетов.
Большим недостатком показателя перехода является то, что он
не существует - величина формальная, т.к. учитывает только начальное и конечное
состояние системы и совершенно не отражает разнообразных, и часто весьма
сложных, металлургических процессов, протекающих в реакционной сварочной зоне.
Изучить: 1. Процесс
окисления металла шва.
2. Процесс раскисления металла шва.
3. Процессы рафинирования и легирования металла шва.
группа: 403
Предмет: Основы технологии сварки и сварочное оборудование.
Тема урока: Металлургические процессы при сварке металлов плавлением.
К термическому классу относятся
виды сварки, осуществляемой плавлением, то есть местным расплавлением
соединяемых частей с использованием тепловой энергии: дуговая, газовая,
электрошлаковая, электронно-лучевая, плазменная, лазерная, термитная и др.
Дуговая сварка — сварка плавлением, при которой нагрев
осуществляют электрической дугой. Особым видом дуговой сварки является
плазменная сварка, при которой нагрев осуществляют сжатой дугой.
Газовая сварка — сварка плавлением, при которой кромки
соединяемых частей нагревают пламенем газов, сжигаемых на выходе горелки.
Электрошлаковая сварка — сварка плавлением, при которой для
нагрева металла используют теплоту, выделяющуюся при прохождении электрического
тока через расплавленный электропроводный шлак.
Электронно-лучевая сварка — сварка, в которой для нагрева
используют энергию электронного луча. Теплота выделяется за счет бомбардировки
зоны сварки направленным электронным потоком.
Лазерная сварка — осуществляется энергией светового луча,
полученного от оптического квантового генератора (лазера).
При термитной сварке используют теплоту, образующуюся в
результате сжигания термит-порошка, состоящего из смеси алюминия и оксида
железа.
К термомеханическому
классу относят виды сварки, при которых одновременно используются
тепловая энергия и давление: контактная, диффузионная, газопрессовая,
дугопрессовая и др.
Основным видом термомеханического класса является контактная
сварка — нагрев осуществляется теплотой, выделяемой при прохождении
электрического тока через находящиеся в контакте соединяемые части.
Диффузионная сварка — сварка давлением, осуществляемая
взаимной диффузией атомов контактирующих частей при относительно длительном
воздействии повышенной температуры и при незначительной пластической
деформации.
В прессовых видах сварки соединяемые части могут нагреваться
пламенем газов, сжигаемых на выходе сварочной горелки (газопрессовая сварка),
дугой (дугопрессовая сварка), электрошлаковым процессом (шлакопрессовая
сварка), индукционным нагревом (индукционнопрессовая сварка) и термитом
(термитнопрессовая сварка).
К механическому классу относят
виды сварки, осуществляемые с использованием механической энергии и давления:
холодная, взрывом, ультразвуковая, трением и др.
Холодная сварка — сварка давлением при значительной
пластической деформации без внешнего нагрева соединяемых деталей.
Сварка взрывом — сварка, при которой соединение
осуществляется в результате вызванного взрывом соударения быстро движущихся
частей.
Ультразвуковая сварка — сварка давлением, осуществляемая при
воздействии ультразвуковых колебаний.
Сварка трением — сварка давлением, при которой нагрев
осуществляется трением, вызываемым вращением свариваемых частей друг
относительно друга.
Техническими признаками классификации
сварочных процессов являются способы защиты металла в зоне сварки,
непрерывность процесса и степень его механизации.
Технологические признаки классификации
устанавливаются для каждого вида сварки отдельно. Например, дуговая сварка
может быть классифицирована по следующим признакам: вид электрода, характер
защиты и уровень автоматизации.
По виду электродного материала различают
дуговую сварку плавящимся и неплавящимся электродами. Плавящимися электродами
служат стержни и проволока из стали, сплавов алюминия, титана, никеля, меди и
других металлов; неплавящимися – угольные, графитовые и вольфрамовые стержни.
По характеру защиты свариваемого
металла и сварочной ванны от воздействия окружающей среды могут быть выделены
способы дуговой сварки со шлаковой, газошлаковой и газовой защитой.
По способу защиты сварочной
ванны; самой дуги и конца нагреваемого электрода от воздействия атмосферных
газов дуговая сварка подразделяется на следующие виды: сварка покрытыми
электродами, в защитном газе, под флюсом, самозащитной порошковой проволокой, в
вакууме и со смешанной защитой.
По степени автоматизации процесса
сварка может быть ручной, механизированной и автоматической.
Особенности
металлургии сварки
По своей природе сварка является металлургическим процессом.
Металлургия сварки характеризуется теми физико-химическими процессами, которые
протекают в сварочной зоне.
Однако в отличие от общей металлургии, характерной для
сталеплавильных агрегатов, условия протекания металлургических процессов при
сварке отличаются рядом особенностей, влияющих как на ход их развития, так и на
получаемые результаты. Такими особенностями являются:
1.
Малый объем сварочной ванны, и в тоже время достаточно
большие относительные количества реагирующих фаз в ней.
2.
Высокие температуры в различных областях сварочной зоны
и большой перегрев расплава в ванне.
3.
Движение жидкого металла, интенсивное перемешивание
расплавленных продуктов и их непрерывное обновление и обмен в сварочной ванне.
4.
Высокие скорости охлаждения и кристаллизации
наплавленного металла.
Высокие скорости охлаждения и кристаллизации металла
существенно отражаются на строении получаемых швов, приводят к мелкозернистой
структуре их, уменьшению химической неоднородности, а в результате – повышению
свойств литого металла шва.
Имеющие место металлургические процессы связаны с протеканием
определенных химических реакций, в результате которых может происходить
окисление или раскисление металла шва, легирование его определенными
элементами, растворение и выделение в шве газов и др. Некоторые из них ведут к
ухудшению свойств получаемых соединений и являются нежелательными (например,
окисление), другие способствуют повышению качества и свойств соединений и часто
проводятся преднамеренно, например, раскисление. Это определяется не только
составом присадочного и основного металла, но и в значительной степени зависит
от характера и интенсивности реакций, протекающих в процессе сварки.
Основные
процессы, протекающие при дуговой сварке
Процессов, протекающих в условиях дуговой сварки, много.
Рассмотрим те, которые имеют общий характер во всех или большинстве случаев
выполнения сварки.
Диссоциация газов и соединений
При диссоциации происходит распад более сложных компонентов
на атомы или составные части. Этому процессу способствует наличие высоких
температур в зоне сварки и каталитическое действие расплавленного металла. При
дуговой сварке в первую очередь диссоциации подвергаются молекулы газов как
простых – кислород, азот, водород, так и сложных – углекислый газ, пары воды и
др. Диссоциация газов происходит по реакциям:
О2 = О +
О Кислород и
водород при температурах дуги
N2 = N +
N практически
полностью диссоциируют на атомы,
Н2 = Н + Н азот
диссоциирует в меньшей степени.
СО2 = СО + О
Диссоциация водяного пара в зависимости от температуры
проходит по реакциям:
Н2О = Н2 + О
Н2О = ОН + Н
Следовательно, в зависимости от условий протекания реакций
водяной пар может окислять или восстанавливать металл сварочной ванны.
Диссоциации подвергаются и более сложные соединения. Во
многих электродных покрытиях и флюсах содержится плавиковый шпат CaF2. При высоких температурах он
разлагается по реакции CaF2. =
CaF + F
Атомы фтора, соединяясь с электронами, превращаются в ионы с
малой подвижностью. Это ведет к снижению проводимости дугового промежутка и
ухудшению стабильности дуги. Но в то же время атомы фтора способны связывать
водород в молекулы НF, не растворяющиеся в металле ванны, уменьшая
насыщение металла шва водородом.
В состав многих покрытий электродов входят карбонаты,
например, СаСО3. Разлагаясь
при высоких температурах, они выделяют углекислый газ, который в свою очередь
диссоциирует с образованием кислорода.
СаСО3 = СаС + СО2
СО2 = СО + О
Находясь в атомарном состоянии, газы становятся химически
активными и, реагируя с металлом, резко ухудшают его качество.
Окисление металла при сварке
Металл сварочной ванны может окисляться за счет кислорода,
содержащегося в газовой среде и шлаках в зоне сварки. Кроме того, окисление
может происходить и за счет оксидов (окалины, ржавчины), находящихся на кромках
деталей и поверхности электродной проволоки. При нагреве имеющаяся в ржавчине
влага испаряется, молекулы воды диссоциируют, а получающийся кислород окисляет
металл. Окалина при плавлении металла превращается в оксид железа также с
выделением свободного кислорода. При недостаточной защите сварочной ванны
окисление происходит за счет кислорода воздуха.
Кислород с железом образует оксиды: FeO (22,3% О2), Fe3O4 (27,6% О2),
Fe2O3 (30,1%
О2). При высокой температуре сварочной
дуги за счет атомарного кислорода в результате реакции Fe + O = FeO образуется
низший оксид, который при понижении температуры может переходить в другие формы
высших оксидов.
Наибольшую опасность для качества шва представляет оксид FeО,
способный растворяться в жидком металле. Этот оксид обладает температурой
плавления меньшей, чем у основного металла. Поэтому при кристаллизации металла
шва он затвердевает в последнюю очередь. В результате он располагается в виде
прослоек по границам зерен, что вызывает снижение пластических свойств металла
шва. Чем больше кислорода в шве находится в виде FeO, тем сильнее
ухудшаются его механические свойства. Высшие оксиды железа не растворяются в
жидком металле и, если они не успевают всплывать на поверхность сварочной
ванны, остаются в металле шва в виде шлаковых включений.
Железо может окисляться также за счет кислорода,
содержащегося в углекислом газе и парах воды.
Fe + СО2 = FeО +
СО
Fe + Н2О = FeО + Н2
В процессе сварки кроме железа окисляются и другие элементы,
находящиеся в стали – углерод, кремний, марганец. При переходе капель
электродного металла в дуге окисление элементов происходит в результате
взаимодействия их с атомарным кислородом газовой среды дугового промежутка:
С + О = СО, Mn + О = MnО, Si + 2О = SiО2.
С + FeО = СО +
Fe В
сварочной ванне элементы окисляются
Mn + FeО = MnО +
Fe при
взаимодействии их с оксидом железа.
Si + 2 FeО = SiО2 +
2 Fe
Окисление этих элементов приводит к уменьшению их содержания
в металле шва. Кроме того, образующиеся оксиды могут оставаться в шве в виде
различных включений, значительно снижающих механические свойства сварных
соединений, особенно пластичность и ударную вязкость металла шва. Повышенное
содержание кислорода вредно влияет и на другие свойства – уменьшает стойкость
против коррозии, повышает склонность к старению металла, сообщает ему
хладноломкость и красноломкость. Поэтому одним из условий получения
качественного металла шва является предупреждение окисления его в первую
очередь путем создания различных защитных сред.
Раскисление
металла при сварке
Применяемые при сварке защитные меры не всегда обеспечивают
отсутствие окисления расплавленного металла. Поэтому его требуется раскислить.
Раскислением называют процесс восстановления железа из его оксида и перевод
кислорода в форму нерастворимых соединений с последующим удалением их в шлак.
Окисление и раскисление, в сущности, представляют два направления протекания
одного и того же химического процесса. В общем случае реакция раскисления имеет
вид
FeО + Ме = Fe + МеО, где Ме – раскислитель.
Раскислителем является элемент, обладающий в условиях сварки
большим сродством к кислороду, чем железо. В качестве раскислителей применяют
кремний, марганец, титан, алюминий, углерод. Раскислители вводят в сварочную
ванну через электродную проволоку, покрытия электродов и флюсы. Ниже приведены
наиболее типичные реакции раскисления.
Раскисление марганцем: FeО + Mn = Fe + MnО
Оксид марганца малорастворим в железе, но сам хорошо
растворяет оксид железа FeО, увлекая его за собой в шлак.
Раскисление кремнием: 2FeО + Si = 2Fe + SiО2
Оксид кремния плохо растворим в железе и всплывает в шлак.
Раскисление кремнием сопровождается реакциями образования более легкоплавких
комплексных силикатов марганца, кремния и железа, которые лучше переходят в
шлак:
MnО + SiО2 = MnО SiО2
FeО + SiО2 = FeО
SiО2
Раскисление титаном: 2FeО + Тi = 2Fe + ТiО
Титан – энергичный раскислитель, при этом образуются
легкоплавкие титанаты марганца и железа.
MnО + ТiО2 = MnО
ТiО2
FeО + ТiО2 = FeО
ТiО2
Марганец, кремний и титан вводят в сварочную ванну через
электродную проволоку, легируя ее, через покрытие электрода или флюс, вводя
соответствующие ферросплавы.
Раскисление углеродом: FeО + С = Fe + СО
Образующийся оксид углерода выделяется в атмосферу в
газообразном состоянии, вызывая сильное кипение сварочной ванны и образуя поры
в шве. Для получения плотных швов реакцию раскисления углеродом следует
«подавить» введением в сварочную ванну других раскислителей, например, кремния.
Растворение
газов и примесей
Азот воздуха,
попадая в столб дуги, разогревается и частично диссоциирует. В атомарном
состоянии азот растворяется в жидком металле. В процессе охлаждения азот
выпадает из раствора и взаимодействует с металлом, образуя ряд соединений –
нитридов Fe2N, Fe4N. Атомарный азот может соединяться и с
кислородом, образуя оксид азота NО, который, растворяясь в каплях
электродного металла, переходит в сварочную ванну. Содержание азота в металле
шва вредно влияет на его механические свойства, особенно пластичность. Кроме
того, насыщение металла азотом способствует образованию газовых пор. С целью
снижения содержания азота в металле шва применяют устройства для защиты
расплавленного металла от контакта с воздухом или добавляют в металл шва
химические элементы, удаляющие азот в виде неметаллических включений.
Водород может
попасть в зону сварки из влаги в покрытии электрода или флюса, ржавчины на
поверхности сварочной проволоки и детали, из воздуха. Атомарный водород хорошо
растворяется в жидком металле, и с увеличением температуры нагрева
растворимость увеличивается. Важной закономерностью в поведении газов является
скачкообразное изменение их растворимости в металле при фазовых переходах
Аналогично изменяется и растворимость водорода, особенно при переходе металла
из жидкого состояния в твердое. При охлаждении и кристаллизации сварочной ванны
выделяющийся водород не успевает полностью удаляться из металла шва. Это
приводит к образованию в нем газовых пор. Кроме того, атомы водорода,
диффундируя в имеющиеся полости и несплошности в затвердевающем металле,
приводят к повышению в них давления, развитию в металле внутренних напряжений и
образованию микротрещин. Снижение газонасыщения швов проводят за счет
качественной защиты расплавленного металла при сварке, очисткой и прокалкой
сварочных материалов.
Сера относится
к вредным примесям в сталях. В сварочную ванну она попадает из основного
металла, сварочной проволоки и иногда из покрытия электрода или флюса. В
металле сера может находиться в виде соединений – сульфидов. Особо вреден
сульфид железа FeS, хорошо растворимый в железе. Наличие в металле шва
серы снижает его механические свойства и сильно повышает склонность к
образованию трещин. Поэтому десульфурация, очистка металла от серы, имеет целью
уменьшение общего содержания серы в шве и особенно FeS. Десульфурацию
проводят введением в сварочную ванну элементов, имеющих большее сродство к
сере, чем железо. Образующийся сульфид элемента должен плохо растворяться в
металле и хорошо в шлаке. Таким элементом является марганец, обладающий большим
сродством к сере. Сульфид марганца не растворяется в металле, имеет малую
плотность и легко всплывает в шлак сварочной ванны.
Процесс идет по реакциям:
FeS + Mn = MnS + Fe
FeS + MnO = MnS + FeO
Такого же эффекта достигают введением кальция по реакции: FeS
+ CaO =FeO + CaS
Оксид кальция получают разложением в дуге мрамора СаСо3.
Фосфор
также относится к вредным примесям в сталях. Пути попадания его в шов
те же самые, что и для серы. В металле фосфор находится в виде соединений –
фосфидов железа с температурой плавления много ниже, чем у железа (11700С). Фосфиды образуются в результате реакций:
3Fe + Р = Fe3Р
2Fe + Р = Fe2Р
Фосфор накапливается в металле шва по границам зерен в виде
прослоек, что приводит к сильной неоднородности металла и снижению его
пластичности, особенно при низких температурах (хладноломкость). Снизить
содержание фосфора можно окислением согласно реакциям:
2Fe2Р + 5FeО = Р2О5 +
9Fe
2Fe3Р + 5FeО = Р2О5 +
11Fe
с последующим связыванием его в прочные соединения, удаляемые
в шлак:
3СаО + Р2О5 = Са3Р2О5
4СаО + Р2О5 = Са4Р2О9.
Кристаллизация
металла в сварочной ванне
Сварной шов при дуговой сварке формируется путем
кристаллизации расплавленного металла сварочной ванны.
Кристаллизацией называют
процесс образования кристаллов металла из расплава при переходе его из жидкого
в твердое состояние. Образующиеся при этом кристаллы металла принято называть кристаллитами.
В процессе образования шва различают первичную и вторичную
кристаллизации.
Первичной кристаллизацией называют
непосредственный переход металла из жидкого состояния в твердое с образованием
первичных кристаллитов (зерен). Она происходит при высоких скоростях охлаждения
и затвердевания. Теплота отводится в основной металл, окружающий сварочную
ванну. В общем виде процесс кристаллизации состоит из двух стадий: образования
центров кристаллизации (зародышей) и роста кристаллов от этих центров. При
первичной кристаллизации металла шва центрами кристаллизации являются
поверхности оплавленных зерен основного металла, окружающих сварочную ванну.
При этом между основным металлом и металлом шва возникают общие зерна. Условную
поверхность раздела между зернами основного металла и кристаллитами шва
называют зоной сплавления при
сварке.
В процессе затвердевания в расплаве могут появляться и новые
центры кристаллизации – тугоплавкие частицы примесей, обломки зерен и т.п.
При многослойной сварке центрами кристаллизации являются
поверхности выросших кристаллитов предыдущего слоя. Рост кристаллитов
происходит в результате присоединения к их поверхности отдельных атомов из
окружающего расплава. В зависимости от формы и расположения кристаллитов в
строении затвердевшего металла шва различают столбчатую и зернистую структуру.
При столбчатой структурке кристаллиты имеют определенную ориентированность –
вытянуты в одном направлении, противоположном направлению теплоотвода. В свою
очередь, столбчатые кристаллиты сами могут иметь ячеистое, ячеисто-дендритное
или дендритное строение. При ячеистом строении столбчатый кристаллит растет от
поверхности общего центра в виде пачки тонких кристаллов, расположенных в
пределах одного зерна и ориентированных в одном направлении. Это наблюдается при
высокой скорости отвода теплоты. По мере снижения скорости теплоотвода характер
строения его изменяется, переходя к ячеисто-дендритной и дендритной форме. При
дендритном строении в кристаллите помимо осей первого порядка получают развитие
и оси второго и третьего порядков. При зернистой структуре металла шва
кристаллиты не имеют определенной ориентировки, а по форме напоминают
многогранники. Такая структура обычно характерна для основного металла, а также
может встречаться в швах с большим объемом сварочной ванны и при малых
скоростях охлаждения расплава. Поэтому закристаллизовавшийся металл шва в
большинстве случаев имеет столбчатое строение. В зависимости от условий сварки
размеры столбчатых кристаллитов изменяются в широких пределах. При дуговой
сварке их размер в поперечном сечении обычно составляет порядка 0,3…3,0 мм.
Первичная кристаллизация металла сварочной ванны носит
прерывистый характер. После начала кристаллизации через некоторое время
происходит задержка в росте кристаллитов в связи с выделением скрытой теплоты
плавления металлов. По мере отвода теплоты процесс роста вновь убыстряется до
следующей задержки. Так повторяется до полного затвердевания всей ванны. В
результате этого швы имеют характерное слоистое строение (рис.1).

Рис. 1 Схема кристаллизации расплава в сварочной ванне: 1 –
зона сплавления, 2 – зерна основного металла, 3 – кристаллизационные слои, 4 –
растущие кристаллиты
Толщина кристаллизационных слоев измеряется в пределах от
десятых долей до нескольких миллиметров в зависимости от объема ванны и условий
теплоотвода. Столбчатые кристаллиты каждого последующего слоя являются
продолжение кристаллитов предыдущего слоя. В итоге образующиеся кристаллиты как
бы прорастают из слоя в слой.
Характер получаемой структуры и расположения кристаллитов в
металле шва во многом определяются формой сварочной ванны и схемой ее
кристаллизации. Кристаллиты растут перпендикулярно границе сплавления в
направлении, противоположном отводу теплоты. При кристаллизации сварочной ванны
с узким, глубоким проплавлением кристаллиты растут от противоположных стенок
навстречу друг другу. При этом перед фронтом кристаллизации накапливаются
различного рода примеси. В результате по оси шва, в месте стыка вершин
кристаллитов, растущих с противоположных сторон ванны, образуется область
ослабления, в которой могут располагаться разные включения (рис.2а). При
затвердевании широкой сварочной ванны с небольшим проплавлением схема
кристаллизации существенно отличается – кристаллиты соприкасаются не вершинами,
а боковыми гранями, а примеси, концентрирующиеся перед фронтом кристаллизации,
вытесняются на поверхность шва в виде шлака. Такие швы более устойчивы против образования
трещин (рис.2б).

Рис. 2 Схема кристаллизации расшива в зависимости от формы
сварочной ванны: а – узкая сварочная ванна с глубоким проплавлением, б –
широкая сварочная ванна
В процессе кристаллизации состав жидкого металла ванны
непрерывно изменяется. Поэтому одновременно с кристаллизацией в нем развиваются
диффузионные процессы, стремящиеся к однородному составу металла как внутри
кристаллитов, так и между затвердевшими кристаллитами и еще оставшимся жидким
расплавом. Однако из-за различия скоростей роста кристаллитов и процессов
диффузии, являющихся более медленными, полного выравнивания состава не
происходит. Это приводит к возникновению неравномерности в распределении
элементов сплава свариваемого шва – химической неоднородности металла шва.
Различают макроскопическую и микроскопическую неоднородность. Первый вид
характеризуется неравномерностью состава в отдельных областях металла по
сечению шва (зональная ликвация). При микроскопической неоднородности
наблюдается неравномерность состава металла в пределах отдельных кристаллитов
(микроскопическая ликвация). За счет ликвации создается химическая
неоднородность металла шва. Преимущественное развитие в сварных швах обычно
имеет внутридендритная неоднородность. Интенсивность проявления ликвационных
процессов зависит от условий сварки. Чем больше скорость затвердевания металла,
тем в меньшей степени проявляется ликвация. Вид и степень химической
неоднородности оказывают существенное влияние на свойства металла шва,
стойкость его против образования трещин и др.
Образование трещин и газовых
пор в металле шва
В процессе кристаллизации сварочной ванны в металле шва
возможно образование трещин. По расположению относительно оси шва они могут
быть продольными и поперечными, в зависимости от величины – микро- и
макроскопическими (первые из них обнаруживаются с помощью микроскопа, а вторые
– невооруженным глазом); в зависимости от температур, при которых они
образуются, трещины разделяют на две группы: горячие (высокотемпературные) и
холодные (низкотемпературные). Механизм их возникновения различен.
Горячие трещины представляют
собой хрупкие межкристаллические разрушения металла шва и околошовной зоны,
возникающие в процессе кристаллизации в твердожидком состоянии, а также при
высоких температурах в твердом состоянии. Трещины, как правило, располагаются
по границам кристаллитов и вызывают межкристаллическое разрушение. Объясняется
это тем, что при затвердевании металла шва в процессе первичной кристаллизации
между кристаллитами располагаются жидкие прослойки, имеющие небольшую
температуру плавления. Если возникающие в это время в металле растягивающие
внутренние напряжения (вследствие линейной усадки при охлаждении) будут
достаточно велики, то по этим прослойкам произойдет разрушение с образованием
трещины. Если же процесс полного затвердевания расплава заканчивается до
появления больших растягивающих напряжений, то горячие трещины не образуются.
Образованию горячих трещин способствует содержание в металле шва примесей –
серы, фосфора и др. Так, сера образует легкоплавкий сульфид железа FeS, располагающийся
при кристаллизации по границам зерен и увеличивающий вероятность образования
трещин. На образовании трещин сказываются также форма и схема кристаллизации
сварочной ванны. Узкие швы с глубоким проплавлением более склонны к образованию
трещин, чем широкие швы с небольшим проплавлением. Для уменьшения опасности
образования горячих трещин применяют следующие меры: используют сварочные
материалы с минимальным содержанием серы, углерода, фосфора; повышают в металле
шва содержание марганца, который связывает серу в более тугоплавкое соединение
– сульфид марганца; проводят рафинирование (очистку) расплава ванны от серы с
помощью введения компонентов, содержащих кальций.
Холодные трещины в
структуре металла располагаются как по границам, так и по телу зерен. Поэтому
они представляют собой внутрикристаллические разрушения. Холодные трещины в
сварных соединениях образуются при температурах 200…3000С.
Чаще всего они образуются в швах при сварке закаливающихся сталей. На
склонность металла к образованию холодных трещин оказывают влияние повышенное
содержание углерода и элементов, облегчающих закалку, наличие в шве водорода,
загрязнение фосфором, быстрое охлаждение и наличие в швах внутренних
напряжений. С целью уменьшения склонности металла к образованию холодных трещин
применяют следующие меры: используют материалы с минимальным содержанием
фосфора, уменьшают насыщение сварочной ванны водородом и азотом, принимают меры
для уменьшения внутренних напряжений.
Поры в сварных швах
возникают при первичной кристаллизации металла сварочной ванны в результате
выделения газов. Поры представляют собой полости в швах, заполненные газом,
имеющие сферическую, вытянутую или более сложные формы. Поры могут
располагаться по оси шва, его сечению или вблизи границы сплавления. Они могут
быть скрытыми в металле или выходить на поверхность, располагаться цепочками,
отдельными группами или одиночно, могут быть микроскопическими и крупными (до
4…6 мм в диаметре). Поры при сварке в основном возникают за счет газов:
водорода, азота и оксида углерода, образующихся в результате химических реакций
с выделением газовых продуктов, выделения газов в связи с разной растворимостью
их в жидком и твердом металле, захватом газов из окружающей среды при
кристаллизации сварочной ванны.
Для уменьшения пористости необходимы тщательная подготовка
поверхности основного металла под сварку (очистка от ржавчины, масла, влаги;
прокалка и т.д.), надежная защита зоны сварки от воздуха, введение в сварочную
ванну элементов-раскислителей (из основного металла, сварочной проволоки,
покрытия, флюса), стабильное соблюдение режимов сварки.
Структура
сварного соединения

Сварное соединение при сварке плавлением включает в себя
сварной шов, образовавшийся в результате кристаллизации сварочной ванны, зону
сплавления, зону термического влияния, представляющую часть основного металла,
непосредственно примыкающую к сварному шву и подвергающуюся тепловому
воздействию при сварке, вызывающему изменение структуры и свойств и основного
металла.
Металл в любой зоне сварного соединения испытывает нагрев и
охлаждение. Изменение температуры металла во времени называют термическим
циклом сварки. Максимальная температура нагрева в разных участках соединения
различна.
Сварной шов образуется в результате расплавления основного и
электродного металла, а поэтому после затвердевания он имеет структуру литого
металла с вытянутыми столбчатыми кристаллитами. В зоне термического влияния
изменение нагрева происходит от температуры плавления на границе со швом до
комнатной температуры. При этом в металле могут происходить различные
структурные и фазовые превращения, приводящие к появлению участков металла,
различающихся по структуре.

Рис. 3 Структура металла в зоне термического влияния при
сварке низкоуглеродистой стали
При сварке низкоуглеродистой стали в ней отмечают участки
(рис.3) неполного расплавления, перегрева, нормализации, неполной
перекристаллизации, рекристаллизации и синеломкости.
Участок неполного расплавления примыкает непосредственно к
сварному шву и является переходным от литого металла шва к основному. На этом
участке происходит образование соединения и проходит граница сплавления. Он
представляет собой узкую область (0,1…0,4 мм) основного металла, нагревавшегося
до частичного оплавления зерен.
Участок перегрева – область основного металла, нагреваемого
до температур 1100…14500С, в связи с чем
металл его отличается крупнозернистой структурой и пониженными механическими
свойствами и тем заметнее, чем крупнее зерно и шире зона перегрева.
Участок нормализации (перекристаллизации) охватывает область
основного металла, нагреваемого до температуры 900…11000С.
Металл этого участка обладает высокими механическими свойствами, так как при
нагреве и охлаждении на этом участке образуется мелкозернистая структура в
результате перекристаллизации без перегрева. Участок неполной
перекристаллизации нагревается в пределах 725…9000С.
В связи с неполной перекристаллизацией, вызванной недостаточным временем и
температурой нагрева, структура металла состоит из смеси мелких
перекристаллизовавшихся зерен и крупных зерен, которые не успели
перекристаллизоваться. Свойства его более низкие, че у металла предыдущего
участка.
Участок рекристаллизации наблюдается при сварке сталей,
подвергавшихся холодной деформации (прокатке, ковке, штамповке). При нагреве до
температуры 450…7250С в этой области
основного металла развивается процесс рекристаллизации, приводящий к росту
зерна, огрублению структуры, к разупрочнению металла.
Участок, нагреваемый в области температур 300…4500С, является переходным от зоны термического
влияния к основному металлу. В этой области могут протекать процессы старения
металла в связи с выпадением карбидов и нитридов железа. Понижается
пластичность и вязкость металла. По структуре этот участок практически не
отличается от основного металла.
Ширина околошовной зоны зависит от толщины металла, вида и
режима сварки. Например, при ручной дуговой сварке она составляет обычно 5…6
мм, механизированной сварке под флюсом – 2,5…4 мм, сварке в защитных газах –
1…2,5 мм.
Следует отметить, что на механические свойства
низкоуглеродистой стали сварка оказывает незначительное влияние. При сварке же
конструкционных сталей в зоне термического влияния могут происходить
структурные изменения, снижающие механические свойства сварного соединения. При
этом в металле шва образуются закалочные структуры и даже трещины. Значительно
снизить термическое влияние процесса сварки на металл шва и околошовной зоны и
получить качественное соединение можно правильным выбором режима и техники
сварки, а также хорошей подготовкой разделки шва.
Изучить: 1. Какие
зоны включает в себя сварное соединение?
2. Что
понимают под термином «металлургические процессы при сварке»?
3. Какие основные реакции диссоциации происходят при
сварке?
группа: 403
Предмет: Основы технологии сварки и сварочное оборудование.
Тема урока: Выполнение расчетов тепловых процессов сварки.
Основы тепловых расчетов при сварке
В разработке тепловых основ сварки и тепловых расчетов при сварке,
используемых в настоящее время, основная роль принадлежит советским ученым, в
первую очередь академику Н.Н.Рыкалину.
Повышение температуры тела ∆Т при поступлении в него тепла Q определяется
по следующей зависимости:
Q = mc∆T,
где m – масса тела, г (кг); с – удельная теплоемкость тела, кал/(г*0С)
или Дж/(кг*0С).
Удельная теплоемкость различных веществ неодинакова. Кроме того, она
зависит от температуры. В связи со сложной зависимостью теплоемкости от
температуры для упрощения в технических расчетах часто применяют средние
значения удельной теплоемкости в интересующимся интервале температур.
Часто используют также понятие объемной теплоемкости (т.е. количество
тепла, необходимого для нагрева единицы объема на 10С – кал/(см3*0С)),
получаемой произведением сρ, где ρ – плотность вещества, г/см3.
Характер зависимости сρ от температуры для твердых тел мало отличается от
зависимости с = f(T).
При различных фазовых превращениях (например, при перестройке решетки в
твердых металлах, плавлении или конденсации) изменение количества тепла в теле
не сопровождается изменением температуры. Для таких превращений понятие
теплоемкости теряет физический смысл. Поэтому общее количество тепла,
содержащегося в теле (например, в единице его массы или объема) при какой-то
температуре, оценивают удельной энтальпией hm или hv соответственно
в кал/г, кал/см3 (или Дж/кг, Дж/м3).
Изменение удельной энтальпии h, например технически чистого железа, при
температуре плавления в жидком состоянии оценивается формулой:
где с1, с2, с3 и с4 –
средние значения удельных теплоемкостей в соответствующих интервалах
температур; Q768 – тепловой эффект превращения железа в точке
Кюри (7680С); Q906 – тепловой эффект фазового
превращения Feα → Feγ; Q1401 –
тепловой эффект превращения Feγ → Feδ; Q1527 –
тепловой эффект превращения твердого железа в жидкое (скрытая теплота плавления
железа).
Среднее значение удельной теплоемкости твердого железа от 00С до
температуры плавления 15270С может быть получена из зависимости:
C0-1527 = hm1527/1527 = 260/1527 = 0,17кал/(г*0С).
Температурным полем называют совокупность значений температуры в данный
момент во всех точках пространства (тела). Температурное поле удобно
характеризовать изотермами. Изотермические поверхности являются геометрическими
местами точек тела, имеющими одинаковую температуру. Геометрические места точек
пересечения изотермической поверхности с какой-либо поверхностью являются
изотермой.
Температурное поле можно описывать уравнениями, отнесенными к определенной
системе координат, например к прямоугольной T = T(x,y,z) или к цилиндрической T
= T(r,φ,z). Таким уравнением описываются стационарные температурные поля, не
меняющиеся во времени. В уравнение описывающие нестационарные температурные
поля входит время t.
При перемещении в поле по заданному направлению х – х (рис. 3.1)
температура непрерывно меняется. Среднее изменение температуры между двумя
изотермами равно (Т1 – Т2)/∆х, где (Т1 –
Т2) – разность температур рассматриваемых изотерм, ∆х – расстояние
между этими изотермами по направлению х – х. Уменьшая величину ∆х в пределе,
получаем
Lim(T1 – T2)/∆x∆x→0 = ∂T/∂x.
Эта величина носит название градиента температуры по данному
направлению.
Градиент температуры в данной точке есть вектор, совпадающий с направлением
наибольшего изменения температуры, нормальным к изотермической поверхности. Положительный
градиент соответствует возрастанию температуры.
При неравномерном температурном поле происходит выравнивание температуры в
связи с передачей тепла. Передача тепла может осуществляться посредством
теплопроводности, конвекции и радиации (излучение).
.png)
Рис. 3.1 Изотермы.
Теплопроводность характеризуется передачей тепловой энергии движением частиц от одного
слоя к другому. Удельный тепловой поток q(x,y,z,t) через данную поверхность, в
данной точке (x,y,z), в данный момент t является пределом отношения ∆Q к ∆F и
∆t при их бесконечном уменьшении:
q = lim(∆Q/(∆F ∆t))∆F→0;∆t→0 = dQ/(dF dt).
Закон теплопроводности Фурье. Максимальный удельный тепловой поток
пропорционален градиенту температур.
q = - λ(∂T/∂N).
где λ – множитель пропорциональности, называемый коэффициентом
теплопроводности (кал/см*с0С или Вт/м*К), характеризует способность
тела проводить тепло.
Коэффициент тепловодности металла зависит от его химсостава, структуры,
температуры. Значение λ для различных марок сталей при Т ниже 8000С
отличаются довольно сильно, а выше 8000С имеют примерно постоянную
величину в пределах 0,06 – 0,08 кал/(см*с*0С) или 25 – 33,3
Вт/(м*К).
Выделим в теле элементарный объем в виде куба со сторонами dx, dy, dz
вблизи точки А (Рис 3.2). В объем dx*dy*dz поступает тепло от более нагретых
частей тела и из него уходит тепло в менее нагретые. Если отдается тепла
меньше, чем поступает, то температура элементарного кубика повышается.
Для оценки теплового баланса рассматриваемого объема необходимо рассмотреть
тепловые потоки по всем трем координатным направлениям. Если по ребру АА1 температура
изменяется в зависимости от х, т.е. Т = Т(х), где Т(х) – мгновенное
распределение температур на оси, параллельной 0х, то градиенты температур в
точках А и А1 будут различными, а следовательно, и удельные
тепловые потоки тепла, притекающего к грани х и отводимого от грани х + dx,
будут различны. Будем считать, что соответствующими тепловыми потоками являются
qx и qx+dx и что поток qx+dx равен
qx плюс приращение (или уменьшение) потока dqx.
.png)
Рис. 3.2. Вывод уравнения теплопроводности.
Тогда qx+dx = qx + dqx или
qx+dx – qx = dqx = (∂qx/∂x)dx.
Изменение количества тепла dQx в выделенном объеме dxdydz
за время dt:
dQx = qxdydzdt – qx+dxdydzdt = -dqxdydzdt
= -(∂qx/∂x)dxdydzdt.
Рассуждая аналогично в отношении тепловых потоков по координатным
направлениям yy и zz, находим общее накопление тепла в объеме dxdydz:
dQx = - (∂qx/∂x)dxdydzdt,
dQy = - (∂qy/∂y)dxdydzdt,
dQz = - (∂qz/∂z)dxdydzdt
--------------------------------------------------------------------------------
dQ = - (∂qx/∂x + ∂qy/∂y + ∂qz/∂z)dxdydzdt.
Представив в соответствии с законом Фурье значение теплового потока через
коэффициент теплопроводности и градиент температуры, получаем
Если принять, что коэффициенты теплопроводности по различным направлениям
одинаковы (тело изотропное), т.е. λx = λy = λz =
λ, то уравнение примет вид
.png)
Это количество тепла повысит температуру рассматриваемого объема на
величину dT = (∂T/∂t)dt. Поэтому dQ можно выразить через объем, объемную
теплоемкость и приращение температуры
dQ = cρdxdydz(∂T/∂t)dt.
Приравняв правые части этих равенств и сократив на dxdydzdt;
.png)
Сумму вторых частных производных функций T(x,y,z,t) по осям x,y,z называют
оператором Лапласа; для прямоугольной системы координат
.png)
Тогда уравнение теплопроводности:
(∂T/∂t) = (λ/cρ)L2T = aL2T.
Положительное значение оператора Лапласа указывает, что тепло подводится к
рассматриваемой точке, а отрицательное – тепло отводится.
Сложный параметр а = λ/сρ называют коэффициентом
температуропроводности (см2/с или м2/с). Так как λ и
с, а в некоторой степени и ρ зависят от температуры, то и значение «а» в
зависимости от температуры изменяется достаточно заметно.
При стационарном процессе распространения тепла каждый элемент получает
столько же тепла, сколько отдает, поэтому температурное поле не изменяется во
времени и ∂T/∂t = 0.
Краевые условия : начальное распределение температуры в теле и
условия теплообмена на границах тела.
Начальное распределение температуры задается во всем объеме тела в
определенный момент процесса t = 0, принимаемый за начало отсчета времени,
T(x,y,z,t) = T0(x,y,z).
От этого исходного состояния и рассматривается последующий процесс
распространения тепла.
Таблица3.1. Значения теплофизических величин, используемые в тепловых
расчетах
|
Материал |
Коэфф.теплоп.λ |
Об.теплоем.сρ |
Коэф.тем.пров.а |
|||
|
Кал/(см с*0С) |
Вт/(м*К) |
Кал/(см3 0С) |
Мдж/ |
см2/с |
м2/с |
|
|
Низкоуглеродистые и низколегированные стали |
0,09 – 0,1 |
37,6 – 41,7 |
1,15 – 1,25 |
4,81 – 5,23 |
0,075 – 0,09 |
(7,5 – 9)*10-6 |
|
Нержавеющие хромоникелевые стали |
0,06 – 0,08 |
25,0 – 33,3 |
1,13 – 1,15 |
4,73 – 4,81 |
0,053 – 0,07 |
(5,3 – 7)*10-6 |
|
Медь |
0,83 – 0,9 |
368 -- 376 |
0,92 – 0,95 |
3,86 – 3,89 |
0,95 – 0,96 |
9,5*10-5 |
|
Латунь |
0,28 |
117 |
0,83 |
3,47 |
0,34 |
3,4*10-5 |
|
Алюминий |
0,65 |
272 |
0,65 |
2,52 |
1,0 |
10-4 |
|
Титан |
0,03 -- 0,04 |
12,5 – 16,7 |
0,68 |
2,84 |
0,045 – 0,06 |
(4,5 – 6)*10-6 |
Граничные условия выражает тепловое взаимодействие тела с
окружающей средой. Бывают 1 – го, 2 – го и 3 – го рода.
Условие 1 – го рода : температура поверхности тела задается в
зависимости от поверхностных координат и времени Ts = Ts(x,y,z,t).
Это условие требует, чтобы температура граничных точек равнялась заданной, как
бы не была она распределена внутри тела. Изотермическое граничное условие
представляет частный случай условия 1 – го рода. При этом принимают Ts =
const.
Условие 2 – го рода: распределение удельного теплового потока через
поверхность тела задается в зависимости от поверхностных координат и времени qs =
qs(x,y,z,t). При этом кривая температуры на границе может иметь
любую величину, но обязательно заданный градиент, в частном случае постоянный.
Адиабатическая граница представляет частный случай условия 2 – го рода. При
этом тепловой поток через границу равен нулю qs = 0.
Условие 3 – го рода: теплообмен на границе задается
условиями окружающей среды.
Методы расчета задач теплопроводности разделяются на аналитические и
численные. Из аналитических используются метод Фурье, операторный метод и метод
источников. Для расчетов применительно к сварке наиболее простым является метод
источников.
При конвективном теплообмене тепло переносится движущимися
частичками жидкости и газа, в частности, вследствие неодинаковой плотности
различно нагретых зон.
Удельный поток конвективной теплоотдачи твердого тела жидкости или газа (в
кал/(см2*с) или Вт/м2) выражается правилом Ньютона:
qk = αk(T – T0), αk –
коэффициент конвективной теплоотдачи, кал/(см2*с*0С) или
Вт/(м2*К).
Этот коэффициент зависит от формы и размеров поверхности, отдающей тепло
(шар, цилиндр, пластина), и от ее положения в пространстве (вертикального,
горизонтального, наклонного); от физических свойств теплоотдающей поверхности;
от свойств окружающей среды (ее плотности, теплопроводности и вязкости), в свою
очередь зависящих от температуры; от разности температур (Т – Т0).
Обычно значения αк выражают эмпирическими зависимостями.
Тепловое излучение (радиация) свойственна всем нагретым телам.
Тепловые колебания молекул вызывают электромагнитные волны, распространяющиеся
в пространстве. В прозрачных средах это излучение проходит насквозь, а в
непрозрачных поглощается, превращаясь снова в тепло. Удельный поток излучения,
согласно закону Стефана – Больцмана пропорционален четвертой степени абсолютной
температуры поверхности тела:
qr = C(T + 273/100)4, где С – коэффициент
излучения, зависящий от состояния поверхности тела. Для абсолютно черного тела
С0 = 1,378*10-4 кал/(см2*с*К4)
= 5,76 Вт/(м2*К4). Для серых тел С = εС0, где
ε – коэффициент черноты. Для полированных металлических поверхностей ε = 0,2 –
0,4; для окисленных и шероховатых – 0,6 – 0,95; для металлов близких к
температуре плавления ε = 0,9 – 0,95.
Для расчета нагрева и охлаждения тел удобно связать поток лучистого
теплообмена с перепадом температур:
qr = αr(T – T0), где αr –
коэффициент лучистого теплообмена в кал/(см2*с*0С) или
Вт/(м2*К). Его значение сильно зависит от температуры.
Полная теплоотдача поверхности нагретого твердого тела, омываемого
жидкостью или газом, определяется наложением процессов конвективного и
лучистого теплообменов. Удельный поток в этом случае равен сумме удельных
потоков конвективного и лучистого теплообмена:
q = qk + qr = (αk + αr)(T
– T0) = α(T –T0),
+где α – коэффициент полной поверхностной теплоотдачи в кал/(см2*с*К)
или Вт/(м2*К). При относительно невысоких температурах (до 200 – 3000С)
в общем теплоотводе играет конвекция, а при больших температурах основной
теплоотвод определяется лучистым теплообменом.
Изучить: 1. Удельная
теплоемкость.
2. Что называют температурным полем.
3. Закон теплопроводности
Фурье.
01.02.2022
группа: 403
Предмет: Основы технологии сварки и сварочное оборудование.
Тема урока: Нагрев и плавление основного металла при сварке.
При сварке
плавлением металл нагревается местным сосредоточенным источником тепла. Тепло
источника расплавляет кромки изделия и распространяется в глубь металла. В зоне
основного металла, прилегающей к свариваемым кромкам (зоне термического влияния),
температура быстро повышается, приближаясь к температуре плавления металла, а
затем постепенно снижается, стремясь к средней температуре изделия. Термический
цикл, т.е. изменение со временем температуры металла, характеризует тепловое
воздействие сварочного процесса на основной металл.
Основной
металл в зоне термического влияния подвергается своеобразной термической
обработке. Структура металла в этой зоне изменяется в соответствии с
термическим циклом нагрева и охлаждения. При данном термическом цикле характер
изменений структуры зависит от химического состава ос
Параметры термического цикла
сварки
При сварке
плавлением металл нагревается местным сосредоточенным источником тепла. Тепло
источника расплавляет кромки изделия и распространяется в глубь металла. В зоне
основного металла, прилегающей к свариваемым кромкам (зоне термического
влияния, см. П. 3), температура быстро повышается, приближаясь к
температуре плавления металла, а затем постепенно снижается, стремясь к средней
температуре изделия. Термический цикл, т.е. изменение со временем температуры
металла, характеризует тепловое воздействие сварочного процесса на основной
металл.
Основной
металл в зоне термического влияния подвергается своеобразной термической
обработке. Структура металла в этой зоне изменяется в соответствии с
термическим циклом нагрева и охлаждения. При данном термическом цикле характер
изменений структуры зависит от химического состава основного металла и его
предшествующей термической и механической обработки. Термические циклы слоев
зоны, различно удаленных от драницы зоны проплавления, неодинаковы, поэтому
сварное соединение представляет собой агрегат слоев с неоднородной структурой и
механическими свойствами.
Термическое
воздействие сварочного процесса иногда практически безразлично (например, в
низкоуглеродистой стали), но вызванные им изменения структуры часто ухудшают
механические свойства околошовной зоны (например, в некоторых марках
углеродистой и низколегированной стали) или снижают ценные в эксплуатации
специальные свойства (например, сопротивление коррозии хромоникелевой
аустенитной стали).
Термический
цикл является основой для оценки влияния параметров режима сварки на изменения
структуры в основном металле. Теория процессов распространения тепла позволяет
установить влияние режима сварки, последовательности укладки слоев или швов,
формы и размеров изделия и условий подогрева на термический цикл, от которого
зависят структура и свойства основного металла в зоне термического влияния (а в
некоторой степени и наплавленного металла).
Термический
цикл
При
перемещении по телу подвижного температурного поля, связанного с источником
тепла, температура точек тела изменяется со временем (рис. 4). Пока
источник тепла не начал действовать, температура всего тела равна температуре окружающей
среды T0, с которой
тело находится в тепловом равновесии. По мере приближения связанного с
источником температурного поля температура точек быстро возрастает, достигает
максимума, а затем постепенно понижается с убывающей скоростью, стремясь к температуре
окружающей среды. Изменение температуры во времени в данной точке тела,
вызванное действием подвижного или временным действием неподвижного источника
тепла, называется термическим циклом в данной точке.
Термические
циклы точек, различно удаленных от источника, можно охарактеризовать,
рассматривая графики распределения температуры по осям, параллельным оси
перемещения источник.
Очевидно,
что термический цикл точки A при действии подвижного источника
связан с распределением температуры Т(x) в подвижном поле по
оси y=const, проходящей через точку А параллельно
оси перемещения источника зависимостью vt = - x. (рис. 6).
Время t здесь отсчитывают от момента, когда источник пересек
точку проекции A на ось x. Впереди источника
изотермы сгущены, позади источника - разрежены; поэтому в периоде нагрева точка
пересекает сгущенные изотермы и нагревается быстро, а в периоде охлаждения
пересекает разреженные изотермы и охлаждается медленно. В момент tm, когда изотерма (800 на рис. 6.) касается
точки A, температура этой точки достигает максимума Тт. Момент tm наступления максимума связан с
мгновенной абсциссой хт точки A в подвижной системе координат
зависимостью vtm= - xm.
Чем дальше расположены точки от пути перемещения источника, тем позже начинает заметно повышаться температура, тем медленнее она возрастает, тем ниже максимальная температура Тт и тем позже она наступает. В процессе охлаждения температуры различно удаленных точек стремятся выровняться. Интересно отметить, что во время всего процесса распространения тепла сосредоточенного источника в неограниченном объекте (теле, пластине или стержне) температуры более удаленных точек остаются ниже температур точек, расположенных ближе к оси движения сварочного источника нагрева.
Точки
максимальных температур можно соединить плавной кривой, как показано на
рис. 6, б. Кривая максимальных температур, т.е. геометрическое место точек
с максимальными температурами, делит подвижное температурное поле на две части.
Область, расположенная впереди кривой максимальных температур, нагревается, ;
область же, расположенная позади кривой максимальных температур, охлаждается, .
Эта граница зон нагрева и охлаждения существенна при анализе металлургических и
термодеформационных процессов при сварке. Так, в зоне нагрева происходит
термическое расширение конструкционных металлов и сплавов, а в зоне охлаждения
- их сужение, что определяет кинетику формирования напряжений и деформаций при
сварке.
Максимальные
температуры
Значения
максимальных температур точек сварного соединения дают важную информацию о
структурных превращениях при сварке. Геометрическое место точек, максимальные
температуры которых превышают температуру плавления материала, является
сварочной ванной. Точки, нагретые выше температуры Ac3, претерпевают полное
фазовое превращение и при охлаждении в процессе сварки меняют свою
наследственную структуру основного материала.
Размеры зоны
нагрева
При сварке
плавлением источник тепла - сварочная дуга должна проплавить основной металл
изделия на определенную глубину. Теоретически необходимая глубина проплавления
основного металла, обеспечивающая получение прочного сварного соединения, может
быть весьма незначительной. Практически среднюю глубину проплавления при
дуговой сварке поддерживают в пределах не менее 1-1,5 мм, так
как вследствие случайных отклонений режима дуги от стационарных условий при
меньшей средней глубине проплавления возникает опасность непровара. Слишком
большой прогрев основного металла может привести к подрезам у краев шва и к
сквозному проплаву свариваемых кромок, связанному с вытеканием жидкого металла.
Избыточная глубина проплавления может изменять свойства наплавленного металла вследствие
увеличения доли основного металла в шве, а также увеличивает удельный расход
электрической энергии.
Сварочная
ванна. Сварочная
дуга вследствие высокой концентрации тепла в пятне мгновенно оплавляет
поверхностный слой металла и перегревает его до температуры кипения. В процессе
горения дуги слой расплавленного металла увеличивается и образует на
поверхности основного металла сварочную ванну (рис. 8).
Поток газа,
быстро расширяющегося в дуговом промежутке вследствие высокой температуры
дугового разряда, давит на поверхность ванны расплавленного металла и оттесняет
жидкий металл из-под основания дуги. При этом дуга углубляется в образующийся
под ее основанием кратер. Помимо заданных перемещений вдоль шва и поперек шва
(вследствие колебательных движений электрода), сварочная дуга способна
погружаться в глубь ванны.
Способность
дуги углубляться в ванну зависит не только от дутья дуги, но и от многих других
условий, в том числе от состава дуговой атмосферы, состава металла и шлаков,
размеров ванны, положения шва и др. На практике наблюдаются весьма
разнообразные типы погружения дуги. В дальнейшем рассмотрим следующие крайние
типы - поверхностную дугу и погруженную дугу.
При
поверхностной дуге кратер неглубок, пятно дуги мало углубляется относительно
поверхности металла; под пятном остается слой жидкого металла (8, а). При
сварке поверхностной дугой глубина проплавления сравнительно невелика.
При
погруженной дуге жидкая ванна оттесняется к застывающему концу; пятно и столб
дуги полностью или частично погружаются в кратер и более эффективно оплавляют
дно ванны и ее переднюю кромку. Под дугой остается лишь весьма тонкий слой
жидкого металла (рис. 8, 6). Такая погруженная дуга наблюдается обычно при
сварке на больших силах тока. Образующийся иногда на конце электрода козырек из
тугоплавкого покрытия может способствовать погружению дуги.
При сварке
под флюсом большая глубина проплавления достигается также за счет погружения
дуги. Пятно и столб дуги оплавляют непосредственно переднюю кромку ванны
(рис. 8, в).
Геометрические
размеры ванны и валика характеризуются следующими параметрами
(рис. 8.): L - длина ванны; В-ее
ширина; Н - глубина проплавления; А - высота
наплавки; Нк - глубина кратера. Все измерители за
исключением L и Нк определяют обычно по шлифам поперечных
сечений валика. Длину ванны L определяют по застывшему кратеру
в конце валика. Глубину Нк по застывшему кратеру определить трудно, так как после
обрыва дуги и прекращения дутья жидкий металл ванны стремится заполнить кратер.
Поэтому застывший кратер имеет меньшую глубину, чем кратер в жидкой ванне при
горении дуги. Глубину Нк иногда определяют просвечиванием рентгеновскими
лучами.
Поперечное
сечение переплавленного дугой металла условно делят на зону наплавки Fн, находящуюся вне первоначальной
кромки основного металла, и зону проплавления Fnp, расположенную внутри этой кромки
(рис. 8.). Площадь зоны наплавки зависит от количества присадочного
металла, которое электрод подает в сварочную ванну. Избыточный металл
располагается вне первоначальной кромки основного металла и образует валик.
Ванна расплавленного металла - эта область, нагретая в данный момент выше температуры плавления. Ванна ограничена мгновенной изотермической поверхностью температуры плавления. Зона проплавления - это область основного металла, которая при перемещении дуги нагревается выше температуры плавления. Зона проплавления представляет собой след перемещения ванны.
В
зависимости от режима сварки и от способа ведения дуги зона проплавления
принимает различные очертания. Очертание зоны проплавления характеризуют
следующие измерители: относительная глубина проплавления Н/В и
коэффициент полноты .
Сварка под
флюсом характеризуется значительной глубиной проплавления. Ручная сварка
отличается большим разбросом значений Н/В, так как очертание
зоны проплавления в этом случае зависит как от технологических свойств
электрода, так и от его поперечных колебаний.
Коэффициент
полноты обычно меньше единицы, так как очертание зоны проплавления вписывается
в прямоугольник с основанием B и высотой H. При
ручной дуговой наплавке валиков стальными электродами разных типов без
поперечных колебаний при токе 140-300 А коэффициент полноты
обычно колеблется в узких пределах от 0,6 до 0,7. При наплавке валиков стальным
электродом с поперечными колебаниями при силах тока 250-1100 А коэффициент
полноты обычно не выходит из пределов 0,6-0,8. Таким образом, коэффициент
полноты достаточно устойчив, и его удобно использовать при расчетах.
Расчетная
схема. Размеры
ванны и зоны проплавления будем рассчитывать, предполагая, что тепло
сосредоточенного источника - сварочной дуги - распространяется по металлу
вследствие теплопроводности и прогревает прилегающую к источнику зону металла
выше температуры его плавления Тпл.
Теория
процессов распространения тепла при дуговой сварке позволяет установить
количественную зависимость размеров и очертания зон, прогреваемых выше заданной
температуры, от условий режима сварки, т.е. от тепловой мощности сварочной дуги
и скорости ее перемещения, от распределения ее тепла по поверхности изделия, от
формы и размеров изделия и от теплофизических свойств основного металла.
Расчетное очертание ванны расплавленного металла должно соответствовать
мгновенному очертанию изотермы температуры плавления Тпл. Теоретическое очертание ванны не
совпадает с действительным, потому что действительное очертание ванны зависит
от параметров, которые не учтены при выводе уравнений распространения тепла по
свариваемому изделию.
При выводе
уравнений, описывающих процессы распространения тепла сварочной дуги, предполагалось,
что тепло дуги сосредоточено в точке или по линии, тогда как в действительности
тепло дуги неравномерно распределено по поверхности пятна, углубленного в
кратер. Расчетные схемы учитывают только распространение тепла вследствие
теплопроводности, тогда как в действительности в ванне расплавленного металла
тепло переносится конвективными потоками жидкого металла, вызванными дутьем
дуги и неравномерностью распределения температуры в ванне. Расчет не учитывает
также скрытой теплоты плавления, поглощаемой на передней границе ванны и
выделяемой на задней границе. Наконец, расчет по средним значениям параметров
режима - току, скорости сварки, напряжению дуги - не принимает во внимание
случайных отклонений этих параметров от расчетного режима, остающегося в
среднем постоянным за время горения дуги. Эти отклонения могут существенно
искажать размеры и очертание ванны и зоны проплавления.
Действительное
очертание свариваемого изделия также не всегда совпадает с принятыми нами
расчетными схемами (полубесконечным телом, пластиной, стержнем). Так, например,
в листах, ограниченных по толщине, действительный теплоотвод будет меньше
расчетного теплоотвода в неограниченном теле, а у края изделия - меньше, чем в
середине.
Отступления
при расчете от действительных условий сварки и приводят к тому, что очертания
ванны и зоны проплавления не соответствуют очертанию изотермы Т=Тпл, теоретически рассчитанному по схеме
сосредоточенного источника в твердом теле. На больших расстояниях от дуги
вследствие выравнивающего влияния процесса теплопроводности поперечные
колебания дуги и ее погружение в глубь ванны мало сказываются на очертаниях
изотерм Т<Тпл. При расчете размеров сварочной ванны и зоны
проплавления необходимо считаться с этими особенностями процесса.
Расчет позволяет
оценить длину ванны. Для расчета ширины и глубины зоны проплавления нет
достаточных данных о распределении тепла дуги и углублении дуги в ванну.
Отдельно от основного металла параметры сварочной ванны можно рассчитать по
обобщенным формулам работы [9].
На основе
приведенных выше схем тепловых процессов при сварке размеры зон нагрева можно
определить следующим образом.
Значения
координаты r, при которой кривые максимальных температур пересекают
уровень температуры плавления металла (1500K) определяет размер сварочной
ванны, т.е. ширину шва и глубину проплавления металла, если сварочный нагрев
соответствует схеме мощного быстродвижущегося точечного источника.
Изучить:
1. Термический цикл.
2. Размеры
зоны нагрева.
3. Расчёт размеров ванны и зоны
проплавления.
01.02.2022
группа: 403
Предмет: Основы технологии сварки и сварочное оборудование.
Тема урока: Особенности плавления и виды переноса электродного металла на изделие. Производительность расплавления электродов и их наплавка. Коэффициент расплавления, наплавки и потерь.
Производительность расплавления и
наплавки электродов
Коэффициент расплавления. При сварке
металла шов образуется вследствие расплавления присадочного и проплавления
основного металла. Расплавление присадочного металла характеризуется
коэффициентом расплавления αр=σр/(I∙t), где σр -
масса расплавленного за время t электродного металла, г; t - время горения
дуги, ч; I - сварочный ток, А.
Коэффициент расплавления зависит от состава
проволоки и покрытия электрода, массы покрытия, а также рода и полярности тока.
Коэффициент потерь. Коэффициент характеризует потери металла
электрода на разбрызгивание, испарение и окисление: φ=(σр-σн)/(I∙t),
где σн - масса наплавленного металла, г; σр -
масса расплавленного металла, г.
Коэффициент потерь зависит не только от состава
проволоки и ее покрытия, но также от режима сварки, и типа сварного соединения.
Коэффициент потерь возрастает при увеличении плотности тока и длины дуги. Он
несколько меньше при выполнении сварных тавровых соединений и соединений с
разделкой кромок, чем при наплавке.
Коэффициент наплавки. Для оценки процесса наплавки вводят понятие
коэффициента наплавки αн=σн/(I∙t) , где σн -
масса наплавленного за время t металла, г (с учетом потерь); I - сварочный ток,
А.
Коэффициент наплавки зависит от рода и
полярности тока, типа покрытия и состава проволоки, а также от
пространственного положения, в котором выполняют сварку.
Зависимость величины сварочного тока от
диаметра электрода. При ручной
дуговой сварке сварочный ток и диаметр электрода связаны следующей
зависимостью: I=kd, где I - величина сварочного тока, А; k - коэффициент,
зависящий от марки электрода; d - диаметр электрода, мм.
Приведенная формула применима для электродов,
имеющих диаметр 3-6 мм.
Зависимость между диаметром и величиной
сварочного тока выражают также следующей опытной формулой: I=(m+nd)d, где m=20,
n=6 (для ручной сварки стальными электродами).
Производительность процесса дуговой сварки. Производительность сварки определения
количеством наплавленного металла σн= αнI∙t, где αн -
коэффициент наплавки, г/(A∙ч); I - сварочный ток, A; t - время, ч.
Чем больше ток, тем выше производительность.
Однако при значительном увеличении сварочного тока электрод может быстро
нагреваться теплотой Джоуля-Ленца, что резко понизит качество сварного шва, так
как металл шва и зона сплавления основного металла будут перегреты. Необходимо
отметить, что перегрев электрода увеличивает разбрызгивание металла.
Изучить: 1. В результате каких явлений
происходит ионизация воздушного промежутка между электродом и изделием?
2. Как определить коэффициенты расплавления, наплавки и
потерь?
3. Что называется погонной энергией?
31.01.2022
группа: 403
Предмет: Основы технологии сварки и сварочное оборудование.
Тема урока: Особенности плавления и виды переноса электродного металла на изделие. Производительность расплавления электродов и их наплавка. Коэффициент расплавления, наплавки и потерь.
ПЛАВЛЕНИЕ И
ПЕРЕНОС ЭЛЕКТРОДНОГО МЕТАЛЛА ЧЕРЕЗ ДУГУ
При дуговой
сварке нагрев и расплавление электрода осуществляются за счет энергии,
выделяемой дугой в активном пятне, расположенном на его торце. Вылет электрода
нагревается за счет теплоты, выделяемой при прохождении по нему тока по закону
Джоуля — Ленца.
Вылет — это участок электрода от
места контакта с токоподводящим устройством до его конца. Например, при сварке
вручную вылет электрода в начале сварки составляет 200—400 мм и в конце — 30—40
мм. Количество теплоты, выделяемой в электроде в единицу времени, тем больше,
чем больше плотность тока, удельное сопротивление и вылет электрода.
При ручной
сварке это приводит к значительному повышению температуры электрода, что
ограничивает ток, применяемый при этом способе сварки. Качество шва будет
обеспечено только тогда, когда температура электрода в момент расплавления его
торца не будет превышать определенной температуры, например 600—700 °С при
сварке стальными электродами. Нагрев электрода до более высоких температур
приводит к отслаиванию покрытия, ухудшению формирования шва и увеличению потерь
на разбрызгивание.
Основная
характеристика плавления электрода — линейная скорость его расплавления в
единицу времени, которая зависит от состава электрода, вида покрытия, режима
сварки, плотности и полярности тока. В общем случае скорость плавления
электрода возрастает с увеличением силы тока примерно по линейной зависимости,
определяется условиями выделения и передачи теплоты в анодной и катодной
областях и зависит от полярности тока.
При
плавлении на торце электрода образуется капля жидкого металла. Большая удельная
поверхность и высокие температуры капель способствуют интенсивному
взаимодействию металла с окружающей средой. Поэтому характер переноса
электродного металла значительно влияет на кинетику физико-химических
процессов.
Характер
переноса электродного металла зависит от соотношения сил, действующих на каплю
металла на торце электрода. К основным силам относят силу тяжести, силу
поверхностного натяжения, электромагнитную силу, силу реактивного давления
паров, аэродинамическую силу и др. Значения отдельных сил и направления их
равнодействующих зависят от режима сварки, полярности тока, состава
электродного металла, газовой среды, состояния поверхности и диаметра
электрода.
Сипа тяжести
оказывает существенное влияние лишь при сварке на малых токах (стремление капли
под действием собственного веса переместиться вниз). При сварке в нижнем
положении сила тяжести играет положительную роль при переносе капли в сварочную
ванну; при сварке в вертикальном и особенно в потолочном положениях она
затрудняет процесс переноса электродного металла.
Сила
поверхностного натяжения проявляется в стремлении жидкости под действием
молекулярных сил приобрести форму сферы, имеющей минимальную поверхность при
данном объеме. Капля расплавленного металла сохраняет форму сферы до момента
соприкосновения с поверхностью расплавленной ванны. В общем случае увеличение
поверхностного натяжения способствует увеличению размеров капель, образующихся
на торце электрода и переносимых через дуговой промежуток.
Электромагнитная
сила обусловлена взаимодействием проводника с током и магнитного поля,
создаваемого этим током. Эта сила стремится деформировать проводник в
радиальном направлении и разрушить перемычку между каплей и электродом. Ее
значение пропорционально квадрату силы тока.
Сила
реактивного давления паров — одна из важных сил, оказывающих влияние на
характер переноса металла. Испарение металла с поверхности капли и химическое
взаимодействие жидкого металла со шлаком или газовой фазой, сопровождаемое
образованием и выделением газа, приводят к возникновению реактивных сил. Металл
испаряется главным образом в области активных пятен, перемещение которых
вызывает изменение положения места приложения реактивных сил и значительную
подвижность капель. Величина реактивных сил зависит от размеров активных пятен,
плотности тока в них и теплофизических свойств материала электрода.
Поскольку
плотность тока в катодном пятне значительно выше, чем в анодном, влияние
реактивного давления в большей мере проявляется на прямой полярности. Сжатие
дуги приводит к увеличению плотности тока в пятнах, что вызывает повышение
реактивного давления паров. В металлах с высоким давлением паров (магний, цинк)
отталкивание капель реактивными силами наблюдается при сварке на обеих
полярностях, а в металлах с низким давлением паров — главным образом при сварке
на прямой полярности.
Аэродинамическая
сила проявляется в тех случаях, когда возникают мощные плазменные (газовые)
потоки. Сила аэродинамического торможения пропорциональна плотности газа, его
скорости и эффективной площади сечения капли, спроектированной на направление
газового потока.
При сварке
электродами большого диаметра наблюдается в основном крупнокапельный и
мелкокапельный перенос (рис. 1.14а). Тип переноса зависит от состава, диаметра
электродной проволоки, режима сварки, рода тока.
При малом
напряжении (короткая дуга) перенос металла может осуществляться путем коротких
замыканий, поскольку свободный рост капель затруднен. В момент коротких
замыканий металл перетекает с торца электрода в ванну. С удлинением дуги масса
переносимых капель увеличивается, так как создаются условия для свободного
роста капли на торце электрода.
При струйном
переносе (рис. 1.14 б) образуются мелкие капли, которые следуют одна за другой
в виде непрерывной цепочки (струи).

Рис.
1.14. Схемы процессов переноса электродного металла в сварочную ванну:
а — капельный; б — струйный
(I—IV — этапы процесса переноса капли)
Струйный
перенос электродного металла возникает при сварке с большой плотностью тока
электродом малого диаметра. Обычно струйный перенос электродного металла
приводит к меньшему выгоранию легирующих элементов в сварочной проволоке и к
повышению чистоты металла капель и сварного шва. Скорость расплавления
сварочной проволоки увеличивается. Поэтому струйный перенос имеет преимущества
перед капельным переносом.
Скорость
расплавления электродного металла в значительной степени определяет
производительность и эффективность процесса сварки, а коэффициент расплавления
зависит от ряда факторов, характеризующих условия сварки: род и сила тока,
полярность, напряжение дуги, состав электродной проволоки.
Коэффициент
потерь зависит от способа сварки, типа электрода и параметров режима. На потери
значительно влияет характер переноса электродного металла в дуге при сварке.
Стабильное
течение процесса сварки. Процесс должен обеспечить получение сварного
соединения с неизменными заданными свойствами и размерами. Процесс можно
считать стабильным, если его электрические и тепловые характеристики не
изменяются во времени или же изменяются по определенной программе. Стабильный
процесс сварки может быть получен при непрерывном и прерывистом горении дуги, а
также при прерывистом протекании в сварочной цепи. Сварку можно вести как
стационарной, так нестационарной (импульсной) дугой.
Основным
условием стабильности процесса сварки стационарной дугой является постоянство
силы тока, напряжения и длины дуги. В некоторых случаях при сварке стационарной
дугой наблюдаются кратковременные изменения длины дуги, напряжения и силы тока,
вызванные переносом крупных капель, однако при стабильном процессе
характеристики плавления электрода и изделия определяются не ими, а параметрами
стационарной дуги.
По характеру
протекания можно выделить следующие виды сварки стационарной дугой проволокой
сплошного сечения Св-08Г2С:
- ? с естественными короткими
замыканиями дуги;
- ? с непрерывным горением дуги и
крупнокапельным переносом металла;
- ? с непрерывным горением дуги и
мелкокапельным переносом металла;
- ? с непрерывным горением дуги и
струйным переносом металла;
- ? с непрерывным горением дуги и
струйно-вращательным переносом металла.
Характерным
признаком процесса с естественными короткими замыканиями является образование
на электроде крупных капель, превышающих диаметр электрода в 1,5 раза и более,
и закорачивание ими дуги. При струйном процессе жидкий металл на конце
электрода формируемся в виде конуса, с конца которого отрываются капли диаметром
менее 2/3 диаметра электрода. В процессе с мелко капельным переносом и
непрерывным горением дуги жидкого конуса на конце электрода нет, а диаметр
отрывающихся капель равен 0,8—1,5 диаметра электрода.
Сварка в
защитных газах легко поддается управлению. Наибольшее распространение получили
сварка тонкой проволокой с принудительными короткими замыканиями и
импульсно-дуговая сварка.
Основным
условием стабильности процесса сварки нестационарной дугой является строго
закономерное изменение напряжения, силы тока и длины дуги, поэтому именно они
определяют основные характеристики процесса (плавление и перенос электродного
металла, проплавление детали и др.). При импульсной дуговой сварке управление
производят путем импульсного повышения силы тока дуги.
Основные
виды импульсно-дуговой сварки следующие: с непрерывным горением дуги, с
принудительными короткими замыканиями дуги и с принудительными обрывами дуги.
Процесс можно вести с наложением на дугу как импульсов одинаковых параметров,
так и групп импульсов с различными параметрами. В последнем случае энергию
отдельных импульсов подбирают так, чтобы импульсы производили независимое
управление отдельными явлениями при сварке. Например, при процессе с
непрерывным горением дуги первый импульс А должен интенсивно расплавлять
электрод, а второй Б — сбрасывать каплю с электрода в ванну, или же первые
импульсы малой длительности В должны стабилизировать горение дуги на малых
значениях силы тока, а последний в группе импульс Б — сбрасывать каплю с
электрода.
Импульсно-дуговую
сварку с непрерывным горением дуги и наложением импульсов тока применяют при
сварке в аргоне и смесях аргона с углекислым газом до 18% и аргона с
кислородом. Сварку с частыми принудительными короткими замыканиями широко
используют при сварке проволокой диаметром 0,5—1,4 мм в С02 и смесях аргона с углекислым
газом более 20—25%.
При сварке
тонкой проволокой принудительные короткие замыкания задают путем снижения тока
дуги по определенной программе. Сварка с принудительными короткими замыканиями
достигается также при механической пульсации и вибрации электрода, подаваемого
к изделию вдоль его оси, что реализуется при вибродуговой наплавке.
Управление
процессом можно выполнить путем наложения на электрод, дугу или сварочную ванну
внешних стационарных, импульсных или высокочастотных магнитных полей. При этом
удается изменить характеристики дуги, перемещение дуги и капли на электроде, а
также сварочной ванны на изделии. Процесс сварки можно регулировать, изменяя
состав защитного газа или вводя с электродом вещества, изменяющие эффективный
потенциал ионизации дугового газа или поверхностное натяжение жидкой капли, что
нашло применение при сварке в смесях газов и при сварке порошковыми проволоками
в защитных газах.
Кроме того,
процесс можно изменить воздействием струи газа, подаваемой в зону сварки с
большей скоростью. В этом случае изменяются характеристики дугового разряда,
перенос электродного металла, погружение дуги в ванну, кристаллизация шва и др.
Механические колебания электрода или сварочной ванны дают возможность изменять
характер переноса электродного металла, кристаллизацию шва и его химический
состав, форму провара и т.д.
Прекращение
процесса сварки. Эта стадия также оказывает большое влияние на качество сварного соединения.
На практике применяют три способа прекращения процесса: отключением подачи
электродной проволоки; разрывом цепи и после этого отключением напряжения
источника питания и подачи защитного газа; снижением напряжения и силы тока
сварки для заварки кратера (оптимальный вариант).
Перенос металла
с электрода на изделие является одной из важнейших характеристик сварки
плавящимся электродом в защитных газах, он определяет технологические
характеристики и области применения процессов сварки. Перенос металла может
происходить в виде жидких капель различных размеров и пара. Основные виды
переноса электродного металла были представлены выше. С учетом процессов сварки
с управляемым переносом электродного металла в сварочную ванну основные виды
переноса электродного металла при дуговой сварке в защитных газах следующие:
- 1) крупнокапельный с
естественными короткими замыканиями разрядного промежутка;
- 2) крупнокапельный без коротких
замыканий;
- 3) перенос каплями среднего
размера без коротких замыканий;
- 4) струйный перенос
электродного металла;
- 5) управляемый принудительный
перенос каплями среднего размера без коротких замыканий;
- 6) перенос с принудительными
короткими замыканиями разрядного промежутка каплями;
- 7) струйно-вращательный.

Рис.
1.15. Виды переноса электродного металла при сварке в защитных газах
Указанные
виды переноса электродного металла могут быть получены при сварке с постоянной
и пульсирующей скоростью подачи электродной проволоки. Характер переноса электродного
металла определяется энергетическими параметрами режима сварки и зависит от
комплекса сил, действующих на каплю жидкого металла, находящуюся на торце
непрерывно подаваемого электрода.
Характеристики
основных видов переноса. При крупнокапельном переносе крупная
капля образуется на электроде постепенно и долго удерживается на нем. Если
капля больше длины разрядного промежутка, то переход ее в ванну сопровождается
коротким замыканием разрядного промежутка и погасанием дуги. Если капля меньше
длины разрядного промежутка, то переход ее в ванну происходит без короткого
замыкания.
Основными
силами, обусловливающими крупнокапельный перенос, являются силы тяжести,
поверхностного натяжения и давления дуги. При сварке в углекислом газе основное
влияние на перенос оказывают силы, обусловленные действием плазменных потоков и
реакции испарения. Эти силы приподнимают каплю над ванной, оттесняют ее с оси
электрода и приводят в беспорядочное колебательное движение. Если капля
оказывается ниже взрывающейся шейки, то она попадает в шов, если выше, то каплю
выбрасывает за пределы ванны. При сварке в смеси углекислого газа с аргоном и
углекислого газа с аргоном и кислородом оттеснение капли дугой намного меньше и
меньше разбрызгивание. При сварке в углекислом газе и его смесях с аргоном при
определенных условиях (например, двухструйная защита или импульсная подача
газа) сила действия струи защитного газа способствует уменьшению беспорядочного
колебания капли, увеличению стабильности и частоты направленного переноса капель
с электрода в сварочную ванну.
Процессы
сварки с крупнокапельным переносом электродного металла применимы для сварки в
нижнем положении. Размер капель при крупнокапельном переносе зависит от рода
защитного газа, материала и диаметра электрода, напряжения дуги, силы тока и
полярности. С повышением напряжения дуги, диаметра электрода и переходом на
прямую полярность диаметр капель увеличивается. С увеличением силы тока диаметр
капель уменьшается.
Перенос
каплями среднего размера наблюдается при сварке в С02 порошковыми проволоками рутилового типа. Дуга
охватывает конец электрода. Основной силой, обеспечивающей отрыв капли от
электрода, является электродинамическая сила. Препятствуют этому в основном
силы поверхностного натяжения жидкого металла. Такой перенос наблюдается при
средних значениях силы тока 250—400 А.
При струйном
переносе жидкий металл на электроде вытянут в виде конуса, с конца
которого отрываются мелкие капли. Оплавляющийся конец электрода также имеет
конусообразную форму. Значительная доля электродного металла переносится в виде
пара (до 20%). При струйном переносе электродного металла основными являются
электродинамическая сила, сила поверхностного натяжения и, по-видимому, силы
действия плазменных потоков. Предполагают, что существенно влияние реактивной
силы испарения. Сила тяжести невелика, поэтому электродный металл переносится в
ванну при сварке во всех пространственных положениях.
Минимальную
силу тока, при которой наступает струйный перенос, называют критической силой
тока /кр. С увеличением коэффициента
поверхностного натяжения и диаметра электрода 1кр возрастает. Струйный перенос
возможен при сварке на обратной и на прямой полярности. Обычно критическая сила
тока и диаметр капель на прямой полярности больше, чем на обратной. С увеличением
силы сварочного тока диаметр капель уменьшается, а частота переноса
увеличивается.
При высоких
значениях силы тока струйный перенос переходит во вращательно-струйный. Характерными
при этом являются значительная величина расплавленной конусообразной части
электрода и вращение ее вокруг электрода. Капли отрываются от конца жидкой
части и часто вылетают за пределы шва. Основное значение в переходе от
струйного переноса к вращательно-струйному, по-видимому, имеют увеличение длины
расплавленной части электрода, усилие взаимодействия тока, протекающего по этой
части электрода, с собственным магнитным полем и возросшее с повышением силы
тока реактивное усилие испарения. В некоторых случаях при большой длине
расплавленной части электрода наблюдается изгиб ее по спирали. Сила тока, при
которой происходит переход от струйного к вращательно-струйному переносу,
зависит от материала, диаметра и вылета электрода, предварительного разогрева
электрода и напряжения дуги. Повышение напряжения и вылета электрода
способствует переходу к вращательно-струйному процессу. В отличие от струйного
переноса при вращательно-струйном наблюдается периодическое нарушение процесса,
выброс капель с конца электрода в сторону от шва.
Управление
переносом электродного металла. При сварке стационарной дугой характер переноса
в основном определяется силой тока и напряжением дуги, т.е. теми же
параметрами, что и размеры шва. При сварке нестационарной дугой можно принудительно,
независимо от силы тока и напряжения сварки задавать желаемый вид переноса
электродного металла, что позволяет расширить диапазон режимов и
технологические возможности сварки в защитных газах плавящимся электродом.
При сварке в
С02 проволокой диаметром 0,8—1,4
мм управляемый перенес капель в ванну был получен при ведении сварки короткой
дугой с принудительными короткими замыканиями за счет увеличения силы тока
короткого замыкания с определенной скоростью. Переход капли в ванну достигался
действием электродинамических сил, определяемых программой нарастания силы тока
короткого замыкания и силой взрыва шейки между каплей и электродом.
Препятствуют переходу капель силы поверхностного натяжения. При малых скоростях
нарастания силы тока короткого замыкания перенос капли в ванну достигается за
счет наложения импульса тока при коротком замыкании.
Это
уменьшает максимальное значение силы тока короткого замыкания, силу взрыва
шейки и разбрызгивание. При чрезмерном увеличении тока в начале короткого замыкания
электродинамические силы препятствуют слиянию капли с ванной и приводят к
перегоранию шейки между каплей и ванной.
При сварке в
аргоне и смесях аргона с кислородом и аргона с С02 до 18% управляемый перенос
капель в ванну был получен за счет импульсного повышения силы тока дуги. В этих
газах с увеличением силы тока дуга охватывает оплавленный электрод. Отрыв
капель от электрода происходит под действием электродинамических сил.
Препятствуют отрыву капли силы поверхностного натяжения. Сила тяжести невелика,
принудительный перенос капель возможен при сварке во всех положениях. Диаметр
капель с1к обычно задают (0,5-1,5) х d3. Если длина дуги больше (2-2,5) х d3, то перенос происходит без коротких замыканий
разрядного промежутка, а если меньше, то с короткими замыканиями.
Основные
характеристики переноса при импульсно-дуговой сварке — диаметр капель, частота
переноса, скорость полета капель и др. — определяются в первую очередь
параметрами импульсов, а именно энергией импульсов, характеризуемой их
амплитудой, длительностью и формой, частотой следования импульсов. Критерием
оценки переноса электродного металла может быть принят характер перемещения
центра тяжести капли относительно конца электрода. Можно выделить три типичных
вида переноса электродного металла:
- ? импульс тока не сбрасывает
каплю с электрода;
- ? импульс тока сбрасывает с
электрода только одну каплю (присварке во всех пространственных
положениях);
- ? импульс тока сбрасывает с
электрода несколько капель.
В первом
случае под действием электродинамических сил за время импульса тока капля
вытягивается в направлении ванны. Однако приложенного усилия недостаточно для
полного преодоления сил поверхностного натяжения. Силы поверхностного натяжения
и давление дуги возвращают каплю в первоначальное положение на электроде. Сброс
капли с электрода происходит после воздействия на нее нескольких импульсов
тока, когда размеры капли увеличивается. Диаметр сброшенных капель непостоянен.
Скорость полета капель после отрыва от электрода невелика и составляет 40—70
см/с.
Во втором
случае сброс капли происходит под действием электродинамической силы, которая
преодолевает силы поверхностного натяжения, вытягивает жидкий металл и
формирует каплю. В зависимости от параметров импульса отрыв капли возможен в
конце импульса или спустя некоторое время после его окончания. Диаметр
сброшенных капель постоянен. Скорость их полета после отрыва от электрода
составляет 120—200 см/с. Оставшийся на электроде жидкий металл при отрыве капли
подбрасывается вверх. При правильно подобранных параметрах импульсов
разбрызгивание небольшое.
В третьем
случае электрод интенсивно подплавляется, жидкий металл на электроде
вытягивается в сторону ванны, капля отрывается от электрода до окончания
импульса. После отрыва капли резко ускоряется оплавление электрода и
формируется вторая капля, которая также сбрасывается с электрода. При очень
больших импульсах наблюдаются вытягивание жидкого металла на электроде в конус
и сброс нескольких капель одним импульсом. Размер сбрасываемых капель различен.
Скорость полета также неодинакова, но всегда больше 250 см/с. При таких
скоростях капли, ударяясь о ванну, вызывают ее расплескивание и ухудшают
формирование шва.
Для отрыва
капли от электрода необходимо затратить определенную энергию, которую условно
можно назвать работой отрыва. При сварке в аргоне эту работу выполняет
электродинамическая сила, а препятствует отрыву сила поверхностного натяжения.
Капля после отрыва должна иметь определенную скорость, чтобы попасть в ванну на
изделии при сварке во всех положениях.
Для расчета
электродинамической силы, необходимой для отрыва капли, можно воспользоваться
теоретическими положениями динамики точки переменной массы, причем количество
движения капли принять равным импульсу равнодействующей электродинамической
силы и силы поверхностного натяжения.
Установлено,
что наиболее приемлемыми являются импульсы средних энергий, сбрасывающие с
электрода по одной капле. Абсолютные значения параметров этих импульсов зависят
от рода защитного газа, материала и диаметра электродов, частоты следования
импульсов, силы тока и напряжения сварки. Соотношения между величиной и
длительностью импульса выбирают с учетом ряда технологических факторов,
например толщины металла, необходимой глубины провара, положения шва в
пространстве и др. В общем случае необходимая для сброса капель величина
импульса тока пропорциональна критическому току сварки в защитных газах
стационарной дугой. Исследования показали, что направленный сброс капель может
быть получен во всех пространственных положениях на токах сварки от /св = 0,4/кр до 1,2/кр. При сварке с импульсами,
сбрасывающими по одной капле, частота переноса и размер капель задаются
частотой следования импульсов. На практике сварку ведут с частотами следования
импульсов 25—150 имп/с, а наиболее часто — 50 и 100 имп/с.
Разбрызгивание
при сварке в защитных газах зависит от рода защитного газа, вида процесса
сварки и переноса электродного металла, диаметра электрода и техники сварки,
состава и типа электродной проволоки, наличия загрязнений на проволоке и
свариваемом металле, качества защиты зоны сварки и свойств источника питания
током.
При сварке в
С02 и смесях аргона с углекислым
газом (более 20%) проволоками диаметром 0,8—1,4 мм на режимах с принудительными
короткими замыканиями разбрызгивание зависит от скорости нарастания тока
короткого замыкания, напряжения, тока сварки и вылета электрода. При
оптимальных скоростях нарастания тока короткого замыкания, оптимальных
напряжениях дуги, зависящих от тока сварки, а также малых вылетах
разбрызгивание происходит в результате выброса мелких капель и паров,
образующихся при перегорании шейки между каплей и электродом. Потери составляют
3—4% при сварке в С02 и 2—3% — при сварке в смеси
аргона с С02 (15—25%).
При сварке с
короткими замыканиями при высоких скоростях нарастания /кз больше рекомендуемых быстрое
нарастание силы тока в начале короткого замыкания капли с ванной приводит к
значительной электродинамической силе, препятствующей переходу капли в ванну.
Жидкий мостик между каплей и ванной быстро перегревается и перегорает со
взрывом. В результате каплю отбрасывает от ванны, и она вылетает за пределы
шва. Происходит расплескивание сварочной ванны. При чрезмерно малых скоростях
нарастания /кз затягивается переход капли в
ванну при коротком замыкании, в результате чего нерасплавленный конец
электродной проволоки погружается в ванну жидкого металла, которая при
погасании дуги движется навстречу электроду. Нерасплавленный электрод упирается
в дно ванночки, изгибается, разогревается медленно на большой длине, а затем
перегорает со взрывом и выбрасывается за пределы шва.
Для
получения стабильного процесса и уменьшения разбрызгивания при питании от
источников с низкими скоростями нарастания силы тока короткого замыкания
рекомендуется ускорять переход капель при коротких замыканиях путем наложения
короткого импульса при коротком замыкании и импульса тока после перехода капли
в шов и зажигания дуги.
С повышением
напряжения и вылета электрода, а также увеличением диаметра электрода более 1,6
мм увеличиваются длина дуги, оттеснение капли от ванны и ее колебания. Если
перед отрывом от электрода крупная капля оказывается над взрывающейся шейкой,
то силой взрыва шейки капля выбрасывается за пределы шейки. Крупные капли,
обладающие большим теплосодержанием, прочно привариваются к кромкам изделия.
Для уменьшения приваривания брызг кромки изделия покрывают различными
покрытиями.
Все факторы,
приводящие к увеличению длины дуги и ее нестабильности, увеличивают вероятность
выброса крупных капель. Нарушение защиты зоны сварки, попадание в зону сварки
воздуха, азота и водорода из загрязнений и ржавчины на проволоке и свариваемых
кромках увеличивают разбрызгивание за счет взрыва крупных капель и выплесков из
капли и ванны.
Питание от
источников с комбинированной внешней характеристикой с падением k =
0,08—0,15 В/A в диапазоне рабочих значений силы тока приводит куменыиению
оттеснения капель от ванны и уменьшению выброса крупных капель. Одновременно
отмечены уменьшение колебания капли, а также улучшение формирования шва.
С
увеличением тока увеличивается погружение дуги в ванну. В результате
уменьшается вероятность выброса крупных капель за пределы ванны и
разбрызгивание, но ухудшается форма шва. Для улучшения формы шва рекомендуется
выполнять сварку с низкочастотной модуляцией на двух режимах — малом и большом.
При сварке в
смесях аргона с углекислым газом (20—25%) давление дуги меньше, чем в С02. При сварке на средних токах это
приводит к снижению разбрызгивания за счет уменьшения оттеснения капель от
ванны и выброса крупных капель. Однако сварка в смесях аргона подвержена
влиянию магнитного дутья. В этом случае разбрызгивание увеличивается.
При сварке в
смесях аргона с кислородом, аргона с углекислым газом (до 18%) и аргона с
углекислым газом (до 18%) и кислородом (3—5%) на режимах струйного переноса электродного
металла выброса капель из зоны сварки нет. Потери электродного металла
происходят за счет испарения и окисления и составляют 2—3%.
При
импульсно-дуговой сварке в смесях аргона с углекислым газом (до 18%) и аргона с
кислородом потери электродного металла происходят за счет его испарения и
окисления. Потери меньше, чем при сварке со струйным переносом на постоянном
токе.
Разбрызгивание
в начале сварки проволоками сплошного сечения зависит от динамических свойств
источника тока и техники начала сварки. При низких скоростях нарастания тока
короткого замыкания в начале сварки наблюдается выброс начального участка
электрода. При окончании сварки на повышенном напряжении наблюдается выброс
крупной капли.
Изучить:
1. Виды переноса электродного металла в сварочную ванну.
2. Перенос
каплями среднего размера .
3. Управление
переносом электродного металла
31.01.2022
группа: 403
Предмет: Основы технологии сварки и сварочное оборудование.
Тема урока: Типы источников нагрева и параметры термического цикла сварки.
Термический
цикл сварки и структура сварного соединения
При сварке плавлением в результате нагрева в
околошовной зоне протекают следующие процессы: фазовая перекристаллизация; рост
зерна; гомогенизация высокотемпературной фазы и ее превращение при охлаждении.
Фазовая перекристаллизация - это переход перлита и феррита в аустенит.
Например; чем выше температура конца превращения перлита и феррита в аустенит,
тем мельче начальное зерно аустенита. Если сталь легирована карбидообразующими
элементами, то рост зерна аустенита начинается при более высоких температурах. При
этом следует сказать, что рост зерна не заканчивается при нагреве, а продолжает
расти и при охлаждении, но уже менее интенсивно.
Гомогенизацией называется процесс создания однородной структуры
в сплавах в результате ликвидации концентрационных, микронеоднородностей,
образующихся в сплавах при кристаллизации. Степень гомогенизации аустенита
зависит от параметров термического цикла сварки. При ручной дуговой сварке
стали небольшой толщины (до 10 мм), несмотря на высокие скорости нагрева,
происходит заметный рост зерна аустенита, но степень его гомогенизации мала.
При сварке углеродистых и низколегированных сталей, не имеющих в своем составе
сильных карбидообразующих элементов, по причине сильного роста зерна
устойчивость аустенита увеличивается.
Таким образом, можно сделать вывод, что при
сварке наблюдаются две противоположные тенденции:
высокая температура околошовной зоны
способствует росту зерна и увеличивает устойчивость аустенита;
быстрый нагрев металла и малое пребывание его
при высокой температуре понижают гомогенизацию и уменьшают устойчивость
аустенита.
При изучении металла сварного шва различают
макро- и микроструктуру. Макроструктура рассматривается невооруженным глазом
или при небольших (до 10-15-кратных) увеличениях. Структура металла, увеличенная
более чем в 60-100 раз, называется микроструктурой.
Макро- и микроструктура бывает первичной и
вторичной. Первичная структура образуется непосредственно в процессе
затвердевания расплава, вторичная - в результате фазовых (термических)
превращений. Сварные швы имеют целый комплекс структур наплавленного металла и
металла, который в процессе сварки подвергался нагреву. Рассмотрим различные
участки структуры сварного шва (рис. 75).

Участок наплавленного металла (шва) имеет столбчатое строение. Столбчатые
кристаллиты от переходной зоны между участком неполного расплавления и
наплавленным металлом направлены в глубь шва. Кристаллит состоит из отдельных
дендритов, имеющих общую направленность, которые иногда могут иметь и различную
разветвленность. В корне шва, ближе к переходной зоне, составляющие столбчатый
кристаллит дендриты разветвлены минимально.
На участке неполного расплавления первичная
структура характеризуется химической неоднородностью. Вторичная структура этого
участка напоминает видманштеттову структуру*. Эта зона невелика и для дуговой
сварки составляет от 0,1 до 0,5 мм.
На участке перегрева может
образоваться крупнозернистая структура, которая придает металлу наименьшую
пластичность и ударную вязкость. Чтобы уменьшить протяженность участка
перегрева, следует увеличить скорость сварки или выполнить сварку за несколько
проходов. Ширина зоны участка перегрева иногда достигает 3-4 мм.
Участок нормализации характеризуется мелкозернистым строением
металла. В зависимости от размеров швов ширина участка нормализации колеблется
от 0,2 до 4-5 мм.
На участке неполной перекристаллизации не
все зерна основного металла подвергаются перекристаллизации. Ширина этой зоны
от 0,1 до 5 мм.
Рекристаллизационный участок появляется при сварке пластических
деформированных сталей, ширина этого участка составляет 0,1-1,5 мм.
Участок синеломкости расположен за участком рекристаллизации.
Структура металла здесь не отличается от исходной структуры. На этом участке
температура нагрева достигает 200-400°С.
Для оценки качества сварного соединения
исследуют его макро- и микроструктуру. Для определения макроструктуры сварного
соединения по его поперечному сечению вырезается образец, поверхность которого
проходит травление. После травления на поверхности шва выступают его слои.
Дефекты в шве (поры, трещины, неметаллические включения) видны, как правило,
без лупы. На этом же образце под микроскопом рассматривают его микроструктуру
при 100-кратном и более увеличениях. Чем меньше микроструктура, тем лучше
качество сварного шва.
Макро- и микроструктуры сварных швов исследуют в
том случае, если оно оговорено в технических условиях на сборку и сварку того
или иного изделия.
Изучить: 1. Каковы особенности кристаллизации металла шва?
2. Каковы структурные особенности строения сварного
соединения?
3. Чем можно объяснить причины образования холодных и
горячих трещин в металле сварного соединения?

Комментариев нет:
Отправить комментарий